Additive manufacturing — particularly metal additive manufacturing — is having a profound effect on the way companies make things. U.S. aerospace manufacturer Pratt & Whitney, for example, 3D-prints production quantities of the compressor stators and sync ring brackets for its PurePower Geared Turbofan engine. Medical manufacturer Mantiz Logitech Co. Ltd. of South Korea uses additive manufacturing to produce titanium spinal implants. U.K.-based HiETA Technologies Ltd. specializes in metal 3D-printed modular heat exchangers. That’s just a small sampling.
There’s only one problem with these and countless other 3D-printing applications: The metal parts coming off these machines often require extensive post-processing. At the very least, this means slicing parts off the “build” plate, heat treating to remove internal stresses, then bead blasting or vibratory finishing.
Various features demand machining as well in most instances. Threaded holes must be reamed and tapped. Cosmetic surfaces necessitate a cleanup pass. Critical dimensions need milling, turning or grinding. All this drives up costs and extends lead times.
In this era of multitask machine tools, wouldn’t it be wonderful to eliminate some or all of these secondary operations and produce finished parts in a single operation rather than many?

By networking separate additive and subtractive machines together, GF Machining Solutions and 3D Systems have developed the DMP Factory 500 and DMP Factory 350 modular hybrid manufacturing cells. Image courtesy of GF Machining Solutions
Greater Than the Sum of Its Parts
Paul Kingsley, senior applications engineer for additive manufacturing at Okuma America Corp., Charlotte, North Carolina, answered that question. The MU-V Laser Ex five-axis machining center and Multus U Laser Ex series lathe are equipped with a Trumpf-powered laser metal deposition system, providing AM and subtractive machining in one CNC machine tool.
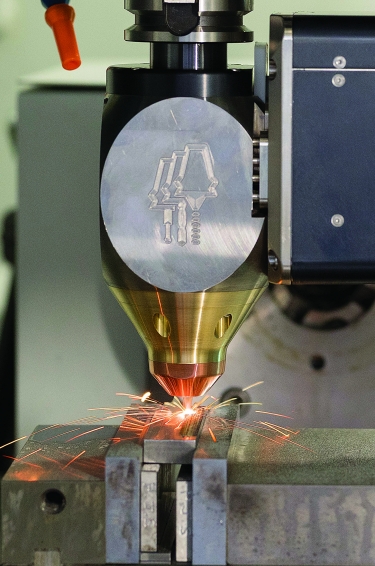
It can be thought of as a cladding process, he said, except that blown powder metal and a laser are used to apply metal rather than wire feedstock and a welding gun. As with other additive processes, laser metal deposition deposits individual layers of material to build part features or even entire workpieces from the bottom up. The thickness and width of these layers depend fully on the machine builder, operating parameters and laser and nozzle configuration, but deposition rates are often 10 to 20 times that of competing powder bed fusion additive technologies, with 6.8 kg/hr. (15 lbs./hr.) or more not uncommon.
The difference is that a hybrid machine allows an operator to finish-machine 3D-printed layers or part sections anytime during the build process. This not only eliminates most secondary operations but permits the creation of part features that otherwise would be impossible to produce with purely AM or subtractive machining. In some cases, the laser also can perform other operations, such as drilling, texturing or hardening.
Despite these mind-blowing possibilities, hybrid isn’t for the faint-hearted.
“Just because you’re able to build a part doesn’t mean you’ve accomplished your goal,” Kingsley said. “Because the workpiece is constantly going from cold to hot and back again, there are metallurgical properties to consider. Also, the CAM people are still playing catch-up, so the programming can be a bit challenging. And you’d better have good involvement from your customer, especially if you’re making aerospace or medical parts. It’s a completely different way of making parts. You have to learn new techniques and have the time and money for a good bit of testing and process development.”

Paul Kingsley of Okuma America prepares the MU-8000V Laser Ex for laser metal deposition. Image courtesy of Okuma America
Adaptive Cruising
Nils Niemeyer, product manager at DMG Mori USA Inc.’s Additive Manufacturing Excellence Center in Hoffman Estates, Illinois, said in-process machine monitoring makes things much easier. That’s one reason why the company equipped its Lasertec 3D hybrid five-axis machining centers and turn/mill lathes with melt pool monitoring and sensor-based software tools. (The melt pool is the area where the laser and powder meet.) He said these features aid in preventing build failures while providing more homogeneous metallurgical properties in the completed part.
“We developed AM Monitor to continuously track and manage the additive manufacturing process, allowing the user to adjust laser power and other build parameters in real time or automatically based on different operating conditions,” he said. “For instance, there’s a camera that monitors temperatures throughout the machine chamber. We have sensors for powder flow, can detect whether there’s any material adhering to the nozzle and have a distance sensor that helps to maintain a consistent gap between the nozzle and workpiece. It’s like the adaptive cruise control feature on a newer car.”
DMG Mori USA also is addressing the aforementioned CAD/CAM gap, working with Siemens NX to develop onboard additive and subtractive programming and simulation software and making a complicated process relatively easy to use. Because of this, Niemeyer said hybrid production is gaining popularity for a range of applications, including fixing damaged turbine blades and worn tooling. In one example, an automaker used the technology to increase die-casting mold life by a factor of five, replacing numerous machining operations and inconsistent manual welding with a single repair process.
Another possibility is the layering of dissimilar materials in a workpiece to enhance its thermal or wear properties, in essence creating a metal sandwich that has been virtually impossible to produce via conventional means.
According to Hybrid Manufacturing Technologies, the company can turn most machining centers into metal 3D printers for a fraction of the cost of a new hybrid CNC machine. Image courtesy of Hybrid Manufacturing Technologies
“Rocket nozzles are another big application,” Niemeyer said. “Instead of waiting nine months for a casting, they’re simply building up an entire rocket nozzle within a few days. They can quickly prototype multiple designs, select whichever one shows the best performance, and because these are very much end-use parts, they can then go directly into flight-level production.”
Ambidextrous Manufacturing
What if a shop doesn’t have the budget for a new hybrid machine tool? Well, mainstream hybrid CNCs were pioneered as add-ons to existing CNCs, and Jason Jones, inventor of the Ambit laser cladding head and co-founder of Hybrid Manufacturing Technologies Inc., McKinney, Texas, said his company can turn most machining centers into metal 3D printers for a fraction of the cost of a new hybrid CNC machine.
An Ambit head looks much like any other 40-taper toolholder and fits in any standard automatic toolchanger. Once in a machine spindle, the head connects with an auxiliary high-powered laser and powder metal feeder and can be used in the same manner and for the same purposes as a dedicated hybrid CNC machine.
Hybrid Manufacturing Technologies has taken the hybrid definition one step further, however, by offering Ambit laser drilling and ablating heads, Ambit heads with eddy current and ultrasound capabilities for nondestructive inspection and an Ambit head that 3D-prints polymers at rates “up to 200 times faster than a desktop printer and can be installed in a few hours,” Jones said.
He compares the state of 3D printing to the computer industry before the internet.
“Additive gained traction early on as a design tool and prototyping technique and because of that never followed the mainstream manufacturing ethos,” Jones said. “Because of this, the different additive technologies that have evolved over the years don’t work with one another, they don’t talk to one another and even companies that produce multiple types of additive systems wouldn’t think of combining them in the same machine. Our goal is to help break those barriers with a system that’s cost-effective and easy enough to use that anyone with a CNC machining center can leverage it.”

Powder nozzle laser metal deposition technology makes it possible to repair or even build from scratch parts that otherwise would be challenging to produce. Image courtesy of DMG Mori USA
Hybrid Factory
GF Machining Solutions LLC, Lincolnshire, Illinois, also believes in hybrid manufacturing, albeit using a different approach. Jon Carlson, product manager of advanced manufacturing, said the machine tool builder chose not to establish its own 3D-printing capabilities but instead partnered with one of the pioneers of AM, Rock Hill, South Carolina-based 3D Systems Inc. to develop two additive machines.
“The DMP 500 and DMP 350 solutions are for manufacturers that need a scalable, production-grade metal additive system,” Carlson said. “We worked with 3D Systems to develop a co-branded,
co-manufactured 500 mm3 (0.03 in.3) printer equipped with three lasers and a quick-change powder management system, then equipped it with a System 3R carrier and an automated handling system. Each of the various components within the DMP 500 communicates with one another, and parts can seamlessly be passed from 3D printer to heat treating to a machining center, a mill/turn lathe, a grinding operation or whatever other post-processing is required.”
Like the other companies in this article, GF Machining Solutions, in collaboration with 3D Systems, has addressed the unique challenges to AM. A DMP Monitoring tool set and a vacuum chamber help ensure part quality during the build process while 3DXpert software manages every aspect of the additive workflow — from part design and print preparation to optimization and execution — in the same file format.
“It’s a complete modular manufacturing solution,” Carlson said, “one where raw powder goes in and finished workpieces come out with minimal human intervention.”
Contact Details

Contact Details

Contact Details
Related Glossary Terms
- automatic toolchanger
automatic toolchanger
Mechanism typically included in a machining center that, on the appropriate command, removes one cutting tool from the spindle nose and replaces it with another. The changer restores the used tool to the magazine and selects and withdraws the next desired tool from the storage magazine. The changer is controlled by a set of prerecorded/predetermined instructions associated with the part(s) to be produced.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- computer-aided manufacturing ( CAM)
computer-aided manufacturing ( CAM)
Use of computers to control machining and manufacturing processes.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- hardening
hardening
Process of increasing the surface hardness of a part. It is accomplished by heating a piece of steel to a temperature within or above its critical range and then cooling (or quenching) it rapidly. In any heat-treatment operation, the rate of heating is important. Heat flows from the exterior to the interior of steel at a definite rate. If the steel is heated too quickly, the outside becomes hotter than the inside and the desired uniform structure cannot be obtained. If a piece is irregular in shape, a slow heating rate is essential to prevent warping and cracking. The heavier the section, the longer the heating time must be to achieve uniform results. Even after the correct temperature has been reached, the piece should be held at the temperature for a sufficient period of time to permit its thickest section to attain a uniform temperature. See workhardening.
- lapping compound( powder)
lapping compound( powder)
Light, abrasive material used for finishing a surface.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- nondestructive inspection ( nondestructive examination)
nondestructive inspection ( nondestructive examination)
Inspection by methods that do not destroy the part or impair its serviceability.
- toolchanger
toolchanger
Carriage or drum attached to a machining center that holds tools until needed; when a tool is needed, the toolchanger inserts the tool into the machine spindle. See automatic toolchanger.
- toolholder
toolholder
Secures a cutting tool during a machining operation. Basic types include block, cartridge, chuck, collet, fixed, modular, quick-change and rotating.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Author

Kip Hanson is a contributing editor for Cutting Tool Engineering magazine. Contact him by phone at (520) 548-7328 or via e-mail at [email protected].
Contributors
DMG Mori USA Inc.
847-593-5400
www.dmgmori.com
GF Machining Solutions LLC
847-913-5300
www.gfms.com/us
Hybrid Manufacturing Technologies Inc.
214-530-2334
www.hybridmanutech.com
Okuma America Corp.
704-588-7000
www.okuma.com
