

Understanding tapered spindle connections: General Industry Coverage
The Machine Technology column in the December 2014 issue of Cutting Tool Engineering discusses the essentials of tapered spindle connections.
Cutting tools are most commonly mounted in a machine tool spindle using toolholders, which provide the interface between a variety of cutting tool geometries and the common spindle nose. While some tools connect directly to the spindle via bolting, for example, that is unusual.
Toolholders simultaneously adapt the tool geometry, provide accurate tool location, enable tool retention and transmit torque, thrust and bending forces. Toolholders, sometimes called adapters, must provide stiff, repeatable connections. A cone-type geometry is an obvious choice because a cone is rotationally symmetric and self-centering. That is, if the toolholder is inserted into the spindle nose with a slight misalignment, the contact of the holder with the nose produces a force that tends to straighten and center the holder. Cone-type toolholders are generally made of steel and casehardened, so the outer surface is hard while the underlying material provides toughness.
Cone-type toolholders come in two basic types: self-locking and free-releasing. In a self-locking holder, the included angle of the cone is small (the cone seems sharp).These devices are sometimes called shallow-taper holders; when a tool is inserted into the spindle nose, friction and other forces are sufficient to hold the tool in the spindle and to transmit the forces and torques.
A special tool is often necessary to knock a holder out of the spindle. One of the most common self-locking tapers is the Morse taper. This holder tapers at a rate of about ⅝” (15.875mm) per foot of axial length. It often incorporates a tang on the end to facilitate knockout using a thin wedge called a drift, which is driven through a hole in the side of the spindle. Other self-locking taper geometries include Jacobs and Brown & Sharpe.
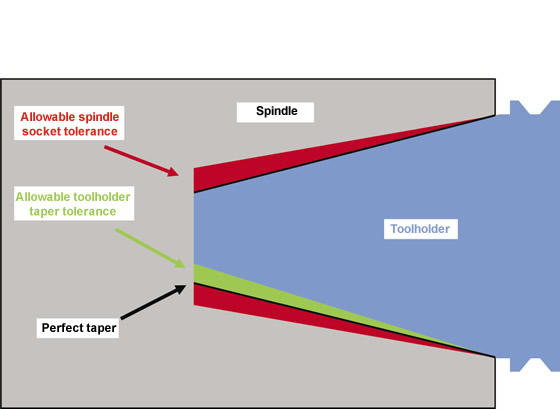
Courtesy of S. Smith
Figure 1. The tolerance zones for 7/24 steep-taper toolholders.
When automatic toolchangers became more common, especially with the advent of NC machining, the manual knockout process became cumbersome. Therefore, machinists prefer toolholders that do not self-lock in the spindle. These holders have a cone that tapers at 3.5 ” (88.9mm) per foot and are often called 7/24 tapers (7 ” of taper per 24 ” of axial length), or steep tapers.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion