Seven Ways to Avoid Breaking Taps
Broken taps usually come from a combination of hole prep, chip control, alignment, and parameter problems.
Quick take: Tap breakage is rarely one mistake; it is usually a stack of chip, alignment, lubrication, and hole-quality problems. This page is strongest when it is used alongside the deeper tapping and threading references for the actual material and hole type.
Related references: Tapping Deep Holes: Guide to Chip Evacuation and Tool Life, Tips and Tricks for Threading Aluminum Parts, and Comprehensive Threading Calculators.
Every machinist hates breaking taps. It’s a real pain to extract a broken tap without damaging the part. Plus, tapping always seems to be one of the last operations done on a part, which helps ensure the highest cost if you need to scrap the part. But seven things greatly will reduce the number of broken taps you have to deal with.

For machinists, there isn’t much that is worse than breaking a tap. A Cutting Tool Engineering image
1. Choose the best hole size.
This is the tip that should make the biggest difference. Look, the recommended hole size found on the packaging for the tap or in your drill index probably is not the best size. It’s important to realize that there is no single drill size for a tap. Different drill sizes result in different thread percentages.
Here’s what is key: A 100% thread is only 5% stronger than a 75% thread but requires three times the torque. So for just a tiny bit stronger thread, you wind up with a much greater chance of breaking a tap.
The recommended drill size is almost always a 75% thread. That provides great strength but is well into the zone of too much torque.
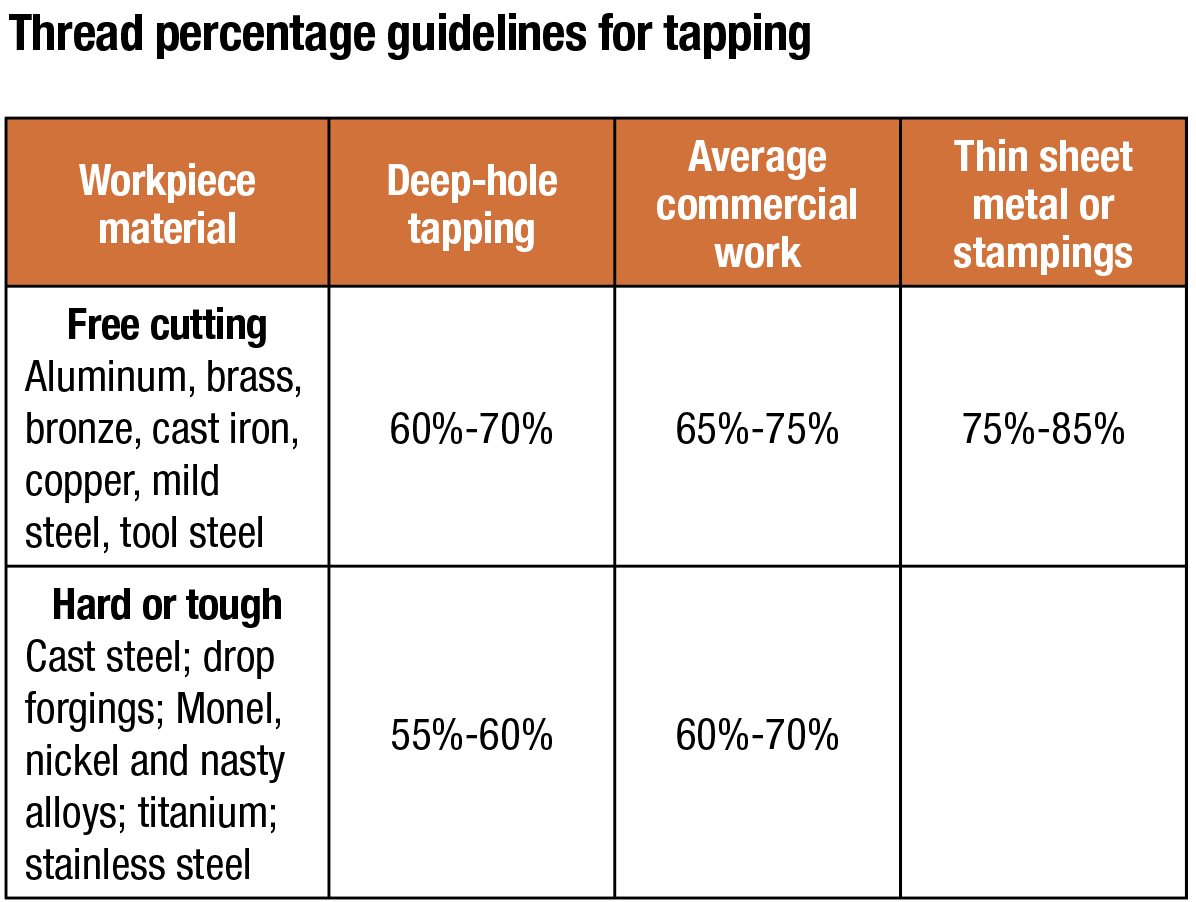
Thread percentage guidelines for tapping are based on different conditions. Image courtesy of B. Warfield
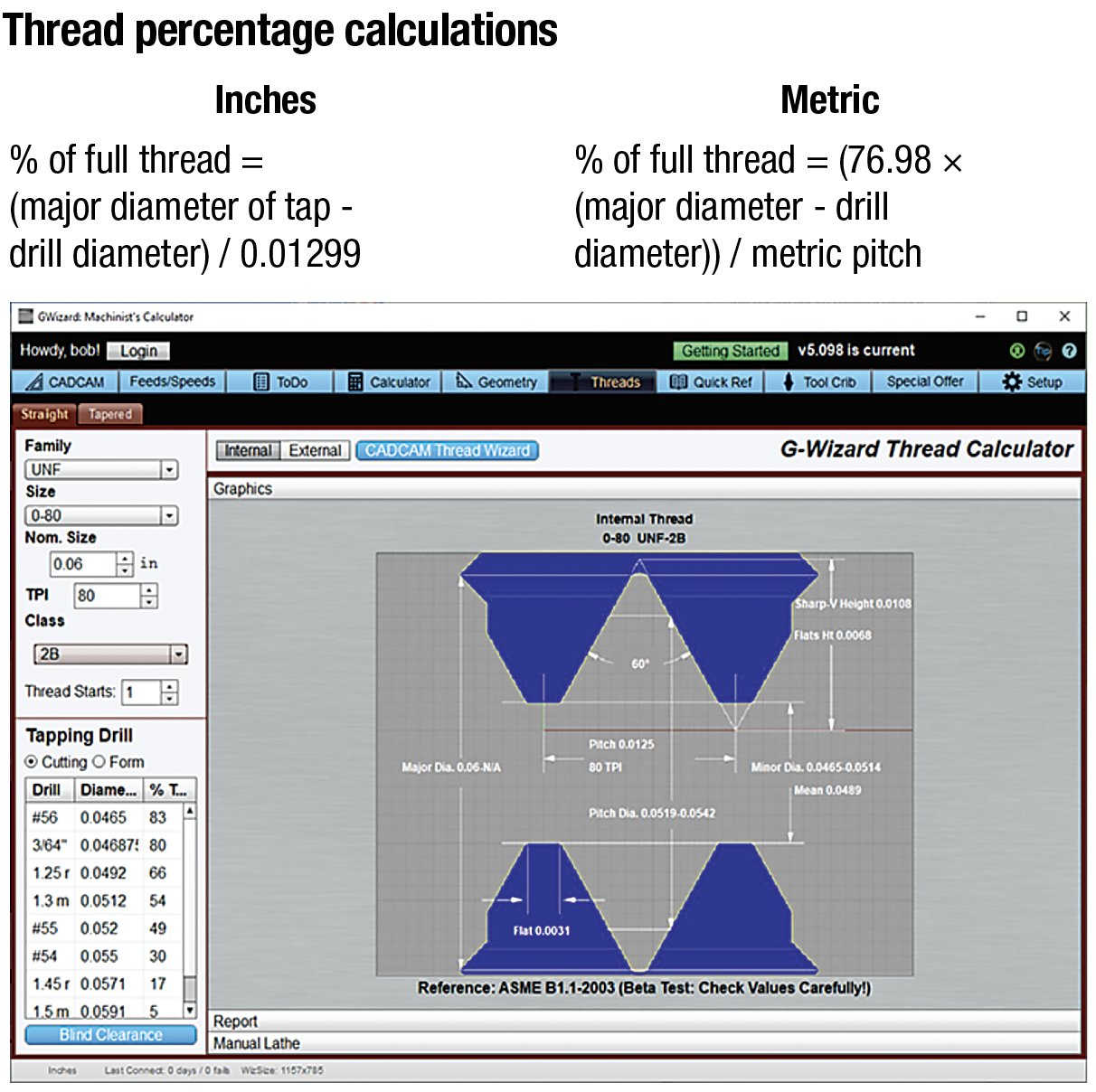
Calculating thread percentage is easy. Image courtesy of B. Warfield
The table about thread percentage guidelines for tapping gives advice based on different conditions. Dial back to less than 75% when tapping deep holes. Dial back for hard, tough materials too.
Make sure to check the requirements of the job. A customer may need a particular thread percentage. But if not or if the work is within the ranges in this table, back off the thread percentage, and your taps will thank you.
Calculating thread percentage is easy. The formulas are found in the figure about thread percentage calculations. Or you can use a handy tool like the G-Wizard machinist’s calculator, which is pictured in the figure.

Use form taps whenever possible. Image courtesy of B. Warfield
2. Use form taps whenever possible.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion