Prototyping picks up speed with metal 3D printing
Today's metal powder bed printers make it possible to produce prototype and low-volume production parts from various metals.
The term “rapid prototyping” entered machine shop parlance in the late ’80s, not long after 3D Systems Inc.’s co-founder Chuck Hull invented stereolithography (SLA) and then opened the doors of the world’s first commercial 3D printer manufacturer. People soon began turning to SLA-equipped service bureaus for help with product development, expecting prototype parts in hours or days rather than the weeks and months to which they were accustomed.
Missing Metal
There was one problem: If you wanted prototypes made of metal, you’d best hope you were still in good graces with your local machine shop after abandoning it for some upstart service bureau. That’s because those early SLA prototypes were available only in photo-cured resin.
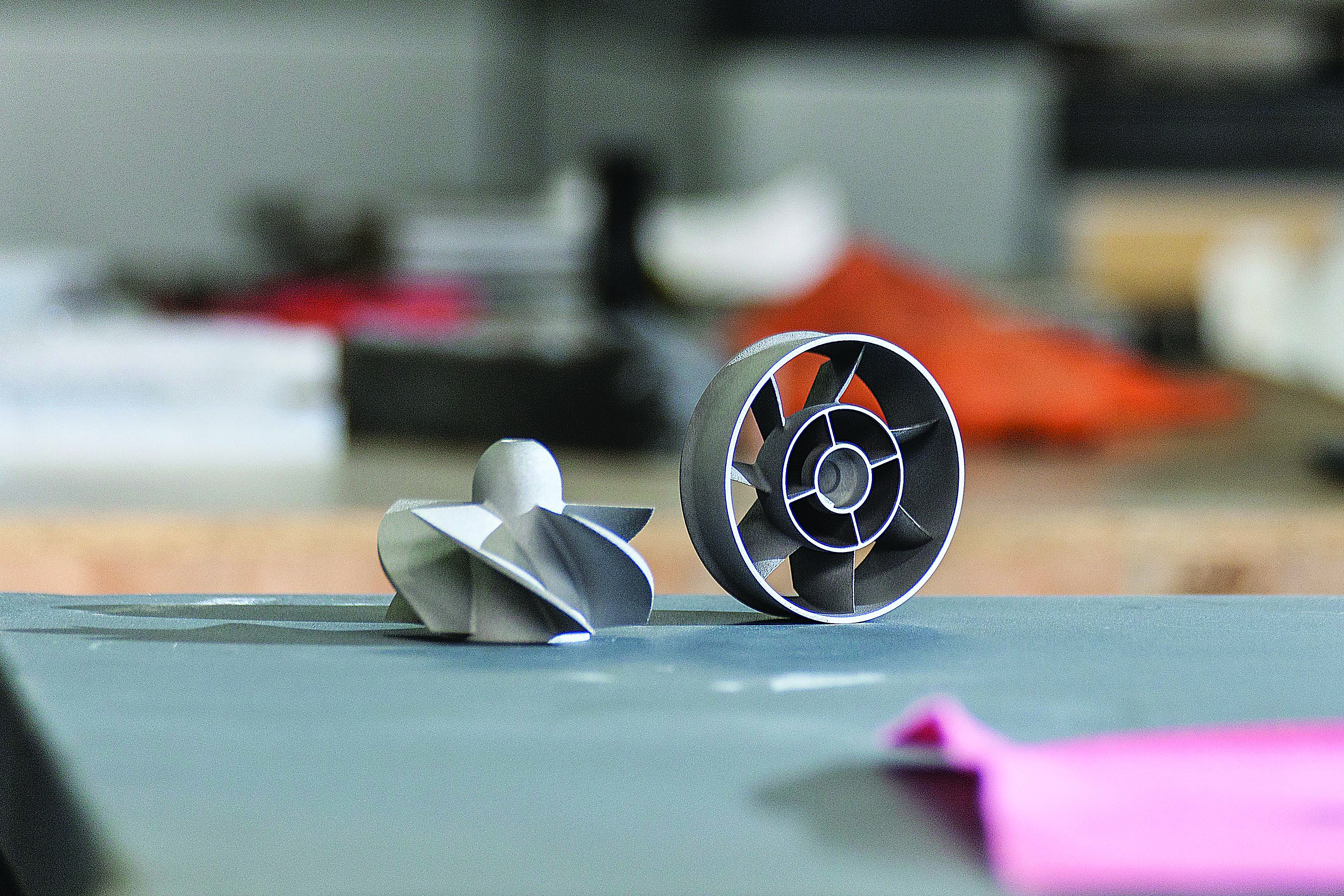
If a part contains one or more complex features or is difficult or even impossible to machine, it’s probably a good fit for 3D printing, according to Xometry. Image courtesy of Xometry
This limitation began to lift with the advent of fused deposition modeling (FDM) and selective laser sintering, both of which offer far more polymer options than SLA. What’s more, SLA quickly expanded its resin-based offering. The result was that practically any polymer became printable, including ABS, PET, nylon, polycarbonate, TPE and PEEK. Still, none of these technologies could print metal.
That’s changed over the past three decades with the development of metal powder bed 3D printing and, more recently, binder jet and metal-injection-molded-like (MIM) additive manufacturing (AM).
Jeph Ruppert, director of the Customer Innovation Center for 3D Systems, Rock Hill, South Carolina, said today’s metal powder bed printers make it possible to produce prototype and low-volume production parts from various metals, such as tool steel, titanium, stainless steel and cobalt-chrome alloy. In metallurgical terms, these 3D-printed alloys are virtually identical to their forged, cast or rolled counterparts, and the same freedom of design common with 3D-printed polymer parts is available with metal ones.
Faster, Better, More Affordable
“Thanks in large part to Chuck Hull’s invention, plastics have long been the standard material for rapid prototyping,” Ruppert said. “Prototyping in metals, however, offers several advantages. If the part you wish to produce will ultimately be made of metal, a metal prototype gives you a better representation of its form, fit and function. Also, metal parts are generally more durable than ones made of plastic, meaning they can better withstand the rigors of testing.”
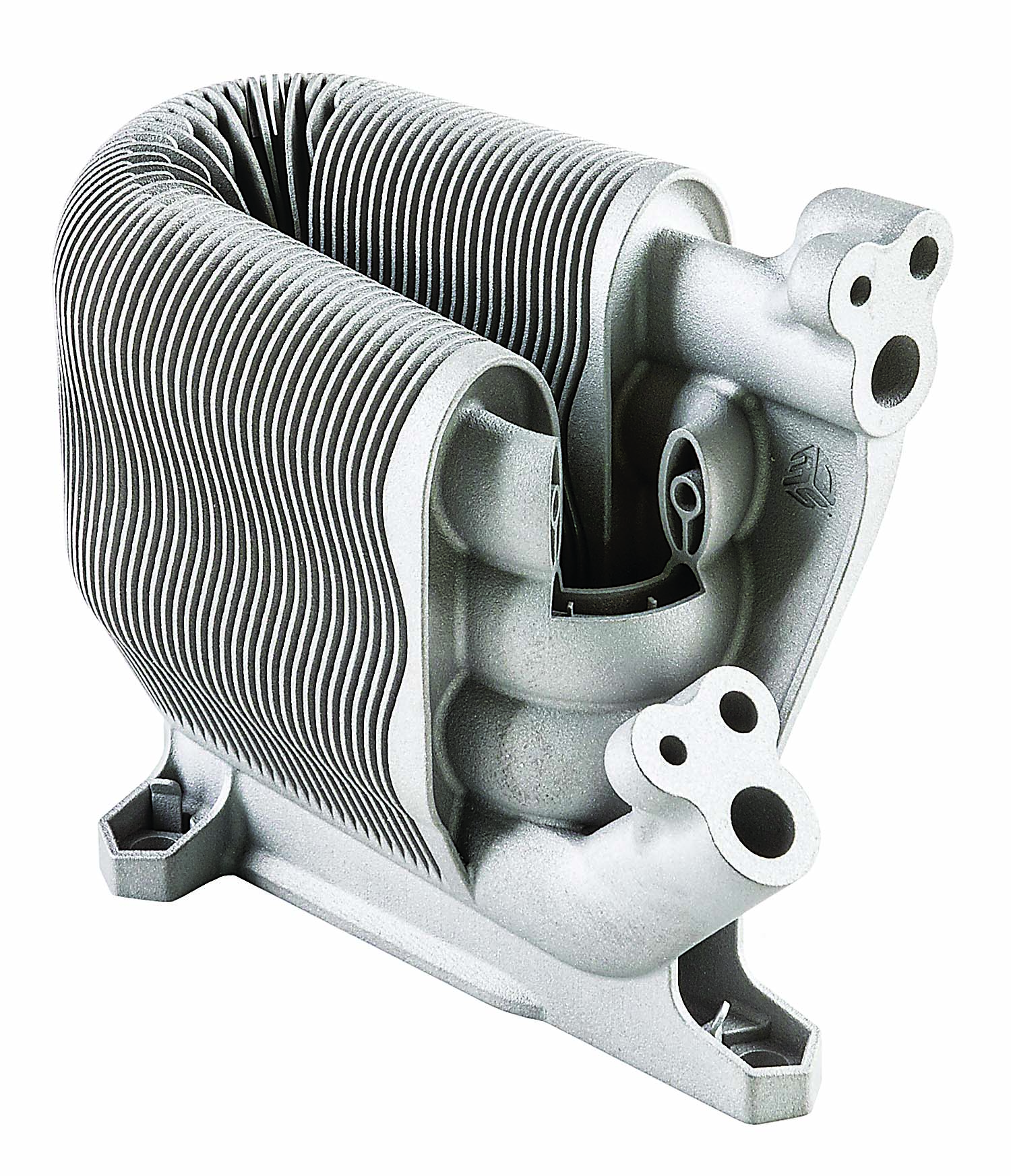
This stainless steel lamella heat exchanger was designed for restricted space in an assembly. Additive manufacturing enabled the inclusion of encapsulated conformal internal channels, as well as integrated turbulators to improve the heat transfer coefficient, and reduced the part count from 40 pieces to one. Image courtesy of 3D Systems
Ruppert said rapid prototyping with metal is becoming more accurate, affordable, functional and faster. Speed is especially beneficial in a world that demands quick turnaround on design iterations. As a result of this synergy, 3D Systems—together with competing service providers and AM equipment builders—has seen an exponential increase over the past five years in metal powder bed prototyping requests from customers in the aerospace, medical and energy industries. This trend also correlates to the increased adoption of metal AM in full-scale production.
Examples are orthopedic implants and surgical instruments, aerospace structural components and industrial gas turbine components. “Prototyping in metal also reduces the development cycle, dramatically in some cases,” Ruppert said. “Because the prototype part is so much closer to the finished, functional part, the path to market within these critical-application industries is much more direct.”
Manufacturing Accelerated
Maple Plain, Minnesota-based Proto Labs Inc., which does business as Protolabs, does not build 3D printers—metal or otherwise—but sure uses a lot of them. Joe Cretella, application engineer at Protolabs’ Morrisville, North Carolina, facility, noted that the company owns 25 of Concept Laser’s high-resolution metal powder bed printers, 24 more than when he began working there seven years ago. “We’re definitely seeing a greater call for 3D-printed metal prototypes,” he said. “It’s one of the fastest growing segments of our business.”
Supporting that many printers requires significant machining capabilities. That’s because 3D-printed metal prototypes need more secondary processing than their polymer counterparts. The metal scaffolding used to support parts and keep them from twisting and warping during the printing process must be removed, either manually with a hand-held grinder or machined away in one of the company’s CNC machine tools.

At 3D Systems’ Customer Innovation Center in Littleton, Colorado, application engineers work with customers to determine their unique needs. Image courtesy of 3D Systems
Similarly, the surfaces of 3D-printed metal parts are typically rough—similar to that of a sandcasting—and must be milled or turned if a smoother finish is specified. Holes are often reamed, bored or threaded. Features with tolerances in the neighborhood of ±0.005″ or less must be machined, depending on the application. Heat treatment to remove thermally induced stress is also needed; plus, bead blasting to remove surface irregularities is common.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion