Printing precision: CMM Inspection
Equipped with the latest metal 3D printing technologies, companies are free to come up with complex component designs that would be difficult if not impossible to produce with conventional manufacturing options. But businesses engaged in metal additive manufacturing must meet stringent quality control requirements to satisfy demanding customers, such as those in the medical and aerospace industries.
Equipped with the latest metal 3D printing technologies, companies are free to come up with complex component designs that would be difficult if not impossible to produce with conventional manufacturing options. But businesses engaged in metal additive manufacturing must meet stringent quality control requirements to satisfy demanding customers, such as those in the medical and aerospace industries.
One thing that makes this hard is the relative newness of 3D printing compared with long-established production techniques.
“People have not come to fully trust metal additive (manufacturing) as a solution in some of the more critical applications,” said Zach Murphree, vice president of global sales and business development at Campbell, California-based Velo3D Inc., a metal 3D printing technology company.
For that reason, he said, users of metal additive manufacturing systems often perform 100% inspection of critical components, which is expensive because it involves full nondestructive testing of every part.
“I think that’s different from more traditional manufacturing technologies because there’s a longer history with those technologies and more established knowledge of what to expect,” Murphree said. “If you have established confidence intervals for parts and very tight repeatability on mechanical and dimensional properties, you can start to pare back inspection because your confidence is higher in what you’re getting.”
QC Issues
He believes that the main quality control issue for metal additive manufacturers is repeatability, the ability to deliver parts that meet customer requirements over and over.

Print heads precisely apply binder to metal powder to build parts layer by layer. Image courtesy of ExOne
“I think it’s more challenging for this type of technology because it is so many different aspects of manufacturing smashed into one box,” Murphree said. “Normally, these are all broken out into separate steps that can all have their own QA/QC associated with them.”
With processes like the laser powder-bed fusion, or LPBF, used by Velo3D, however, “you stick powder in one side of the machine and get parts out of the other end of the machine,” he said. “So (you have to) make sure that all the things that are happening within the machine are happening consistently and repeatably and at the level of quality that is required by the end use.”
Another difficulty faced by metal additive manufacturers is meeting tight tolerance requirements transferred from other manufacturing techniques to 3D printing, said Andrew Carter, process and manufacturing engineer at Valencia, California-based Stratasys Direct Manufacturing Inc., which prints metal components for customers. For
example, engineers frequently take part tolerances from machining processes and put those tolerances on drawings for additive manufacturing, thinking that the tolerances are achieved easily. To meet these tolerance requirements, Stratasys Direct Manufacturing often relies on conventional manufacturing techniques. In fact, he said the majority of critical features on printed parts are machined to the required tolerances.
“The dirty little secret about metal AM is that it requires lots of secondary processes to make end-use components,” he said, adding that Stratasys Direct Manufacturing actually has more floor space dedicated to secondary process equipment, including heat treatment and CNC machines, than to AM equipment.
Sometimes, early discussions with customers result in the loosening of tolerance requirements for additively manufactured metal parts. During such talks, Carter said, Stratasys Direct Manufacturing asks customers if certain features are necessary for a component to function — and if so, whether the tolerances really need to be as tight as those specified. While O-ring grooves and mating elements require CNC machining, features like flow paths may allow looser tolerances, he said.
Compared with machining, additive manufacturing of metal components poses different challenges for quality control. In some cases, these stem from the fact that metal AM employs powders, potentially resulting in porosity in the end product, said Rick Lucas, chief technology officer at North Huntingdon, Pennsylvania-based The ExOne Co., which offers industrial metal 3D printing systems and services. In addition, he said there isn’t as much historical information about the powders used in metal AM as there is about machined metals.
Choice Materials
From the standpoint of AM quality control, he believes that stainless steels are currently the easiest metals to use in 3D printing processes. He points out that stainless steels are the most sought-after AM metals and widely used in binder jetting — the AM process employed by ExOne’s machines — as well as used often in popular processes, such as LPBF and electron beam melting. For these reasons, he said more quality-related AM standards work has been done on stainless steels than on any other metals.
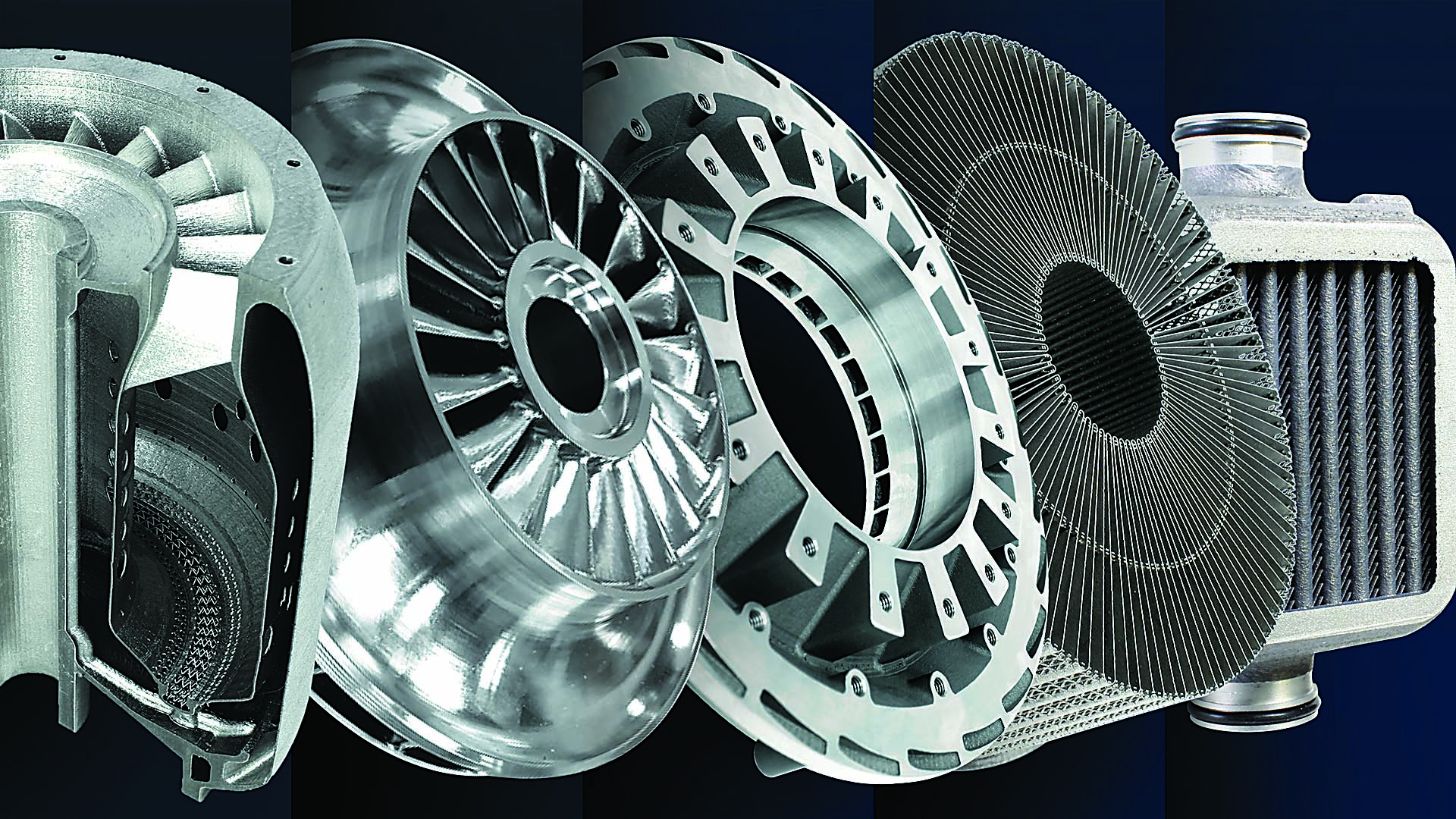
These metal industrial components were 3D-printed with a Velo3D laser powder-bed fusion system. From left to right is a cross section of a small engine, a supercritical CO2 impeller, a microturbine component and two types of heat exchangers. Each part was manufactured additively as a single piece. Image courtesy of Velo3D
Another popular AM metal is Inconel 718, which Murphree said is “relatively well behaved” in 3D printing processes. Inconel 718 is also well understood at this point because it is used widely in AM applications, he said.
On the other hand, he points out that subtleties in the manufacturing process can make other well-known materials difficult for additive manufacturers to work with. For example, he said microstructures can form in the processing of Ti64 that significantly increase the brittleness of parts. In addition, post-processing of aluminum AM parts can increase porosity to the point at which the parts are no good, he said.
Carter, however, singles out AlSi10Mg as one of the materials that is easier to process, quicker to build and more dimensionally stable in the LPBF process that his company focuses on. In general, he said the materials that are easiest to process to meet quality requirements are those that the additive manufacturer and the customer are most knowledgeable about.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

