END USER: Michigan Drill, (800) 234-5250, www.michigandrill.com.
CHALLENGE: Effectively produce M-42 and M-2 HSS microdrills.
SOLUTION: A 5-axis tool and cutter grinder coupled with CBN wheels.
SOLUTION PROVIDERS: Norton/Saint-Gobain Abrasives, (254) 918-2313, www.nortonindustrial.com; Unison Corp., (248) 544-9500, www.unisoncorp.com.
As the market for microscale cutting tools continues to grow, Michigan Drill’s Troy, Mich., facility identified a major demand for M-42 and M-2 HSS microdrills, specifically ones measuring 0.0059 " to 0.020 " in diameter. In addition to drills, the toolmaker, which has its primary manufacturing facility in Miami, Fla., produces reamers, endmills, taps and dies, as well as indexable, solid-carbide and carbide-tipped tools.
After approaching several companies to find a manufacturing solution, Michigan Drill partnered with Ferndale, Mich.-based Unison Corp. and Norton/Saint-Gobain Abrasives, Worcester, Mass. Unison provided the Model 2850 5-axis CNC tool and cutter grinder, and the toolmaker coupled the machine with Norton’s T2 vitrified-bond CBN and Univel-bond CBN wheels, along with a reinforced, sintered profiling diamond dress roll.
“Unison’s machine was definitely the most price-competitve,” said John Marion, site manager for Michigan Drill, “but, more than that, they are practically in my backyard. Their Ferndale facility is so close that some of their employees almost drive past our plant on the way to work. So, from both an economical and logistical standpoint, it was a no-brainer.”
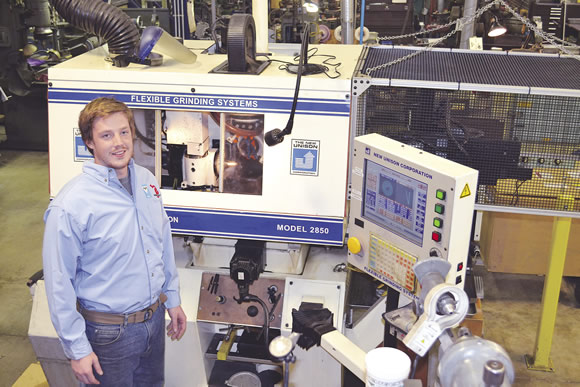
Courtesy of Unison
John Marion, site manager for Michigan Drill, with the Unison Model 2850 5-axis CNC tool and cutter grinder that the toolmaker uses to produce HSS microdrills.
Unison has been building grinders for more than 50 years and serves numerous industries, including aerospace, medical, dental, automotive, off-highway, plastics and petrochemical. The Model 2850 has an online rotary wheel dresser and can grind reamers and drills with shank and cutting diameters from less than 0.013 " to 0.375 " and helical flute angles from 0° to 60°.
Norton’s grinding wheels allow the company to precisely control the flute radius, according to Marion. The T2 system is a high-strength glass bond in grit sizes from 120 to 600, while Michigan Drill applies 1,000-grit Univel-bond CBN wheels to impart fine finishes. The T2 CBN wheels, when cooled with oil, can grind up to 5,000 drills between dressings.
“We are dressing miniscule radii, and in some cases practically no radius, on the wheel, and Unison’s machine gives us the control to do that,” Marion said. He added that the toolmaker only removes a small cross-section of material when grinding microdrills, and that wear on the grinding wheels is negligible. “It’s not the same as huge stock removal—we probably damage more wheels than we use up.”
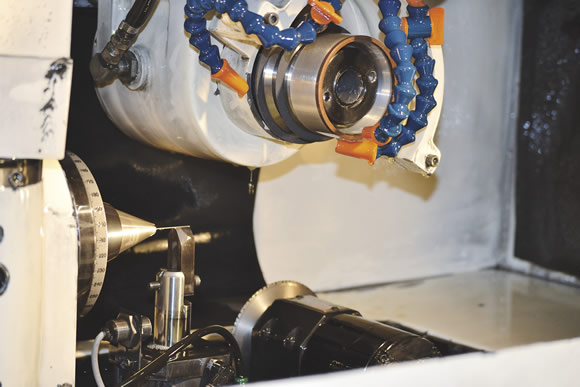
Courtesy of Unison
The Unison Model 2850 tool grinder has a “pop-up” steady rest to support small-diameter drills.
The foremost challenge when manufacturing microdrills, Marion explained, is overcoming their virtual lack of stiffness, which makes them difficult to support, as well as grip. Part of the manufacturing solution included a “pop-up” steady rest, which supports even the smallest diameter drill, according to Unison.
To decrease labor requirements, the grinder incorporates a pallet load/unload system with capacity to run up to 48 hours of unattended production, based on part volume and cycle times. The parts are loaded into and unloaded from the machine using a robotic manipulator arm, adding 6th and 7th axes of motion. The loader is able to handle workpieces as small as 0.020 " in diameter. “Any smaller and it’s like trying to pick up a hair,” Marion said.
The machine’s pallet holds 644 workpieces; while the machine finishes processing the stock, work can be briefly stopped to refill the pallet before the process continues. “As long as we have an operator to keep feeding the pallet as he’s monitoring the other CNC machines we run around the clock the machine will keep running until the job is done,” Marion said.
Since its installation in late 2011, Michigan Drill has produced more than 300,000 HSS straight-diameter drills on the Unison grinder. Typical cycle time is 45 seconds, including grinding the flute point angle and, on diameters larger than 0.031 ", a land clearance relief. According to Michigan Drill, the Unison grinder enables the toolmaker to ship custom orders for more than 1,000 drills in less than a week.
Related Glossary Terms
- clearance
clearance
Space provided behind a tool’s land or relief to prevent rubbing and subsequent premature deterioration of the tool. See land; relief.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- cubic boron nitride ( CBN)
cubic boron nitride ( CBN)
Crystal manufactured from boron nitride under high pressure and temperature. Used to cut hard-to-machine ferrous and nickel-base materials up to 70 HRC. Second hardest material after diamond. See superabrasive tools.
- dressing
dressing
Removal of undesirable materials from “loaded” grinding wheels using a single- or multi-point diamond or other tool. The process also exposes unused, sharp abrasive points. See loading; truing.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- high-speed steels ( HSS)
high-speed steels ( HSS)
Available in two major types: tungsten high-speed steels (designated by letter T having tungsten as the principal alloying element) and molybdenum high-speed steels (designated by letter M having molybdenum as the principal alloying element). The type T high-speed steels containing cobalt have higher wear resistance and greater red (hot) hardness, withstanding cutting temperature up to 1,100º F (590º C). The type T steels are used to fabricate metalcutting tools (milling cutters, drills, reamers and taps), woodworking tools, various types of punches and dies, ball and roller bearings. The type M steels are used for cutting tools and various types of dies.
- land
land
Part of the tool body that remains after the flutes are cut.
- manipulator
manipulator
Arm or basic object-transferring device. Hands or gripping devices vary according to application, as do arm design and number of joints (axes or degrees of freedom). See degrees of freedom; effectuating device.
- point angle
point angle
Included angle at the point of a twist drill or similar tool; for general-purpose tools, the point angle is typically 118°.
- profiling
profiling
Machining vertical edges of workpieces having irregular contours; normally performed with an endmill in a vertical spindle on a milling machine or with a profiler, following a pattern. See mill, milling machine.
- relief
relief
Space provided behind the cutting edges to prevent rubbing. Sometimes called primary relief. Secondary relief provides additional space behind primary relief. Relief on end teeth is axial relief; relief on side teeth is peripheral relief.
- shank
shank
Main body of a tool; the portion of a drill or similar end-held tool that fits into a collet, chuck or similar mounting device.
- steady rest
steady rest
Supports long, thin or flexible work being turned on a lathe. Mounts on the bed’s ways and, unlike a follower rest, remains at the point where mounted. See follower rest.
- stiffness
stiffness
1. Ability of a material or part to resist elastic deflection. 2. The rate of stress with respect to strain; the greater the stress required to produce a given strain, the stiffer the material is said to be. See dynamic stiffness; static stiffness.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
