New mill: Turning Performance
A new concept of calculating the required machining power when milling.
A new concept of calculating the required machining power when milling.
Courtesy of Walter
Walter’s F 4041 shoulder milling cutter.
The conventional method of calculating required machining power (Pr) is based on the metal-removal rate, measured in in.3/min. (cm3/min.), and the average unit power requirements (Pm), measured in hp/in.3/min. (kW/cm3/min.). The formula for calculating required machining power is Pr = mrr × Pm. The method has been used since the 1960s and has flaws.
For example, there is no data in the “Hardness” column between 200 HB and 35 HRC (Table 1). Because 35 HRC equals 327 HB, the gap is 127 HB. Unfortunately, the unit power data isn’t provided at the hardness from 200 to 327 HB.
In addition, Table 1 indicates the hardness number is “80 HRB” for “copper,” which is confusing. Is it a specific grade of copper? Does “copper” mean more than one grade? It’s hard to tell. There are two copper grades: C10100 and 10200 (99.99 percent Cu), whose hardness after the H80 temper is 80 HRB. The table indicates the minimal hardness of copper alloys is 10 HRB (temper H00). However, the hardness of wrought copper alloys depends on the alloying elements and their amounts and therefore varies from 25 to 100 HRB, meaning there are no wrought copper alloys with a hardness of 10 HRB.
The simplicity of this conventional method makes it popular for calculating machining power, but it is not accurate. A unit power requirement (Pm) is not really a constant value. It depends on many factors, including workpiece hardness, milling cutter geometry and the cutting parameters. As the table shows, the majority of work materials are characterized by a broad hardness range with a single average Pm value. For example, the Pm is 1.5 for the hardness range from 150 to 450 HB, which is too big of a range. It means the average unit of power requirement is not an accurate quantity. Therefore, the old method should not be used for calculating required machining power.
You can calculate the MRR with this Online Calculator
table { width: 100%; border-collapse: collapse; font-size: 14px; color: #333; } th, td { padding: 12px; border: 1px solid #ccc; } th { background-color: #D3B35B; color: #fff; font-weight: bold; } tr:nth-child(even) td { background-color: #F0F0F0; } tr:nth-child(odd) td { background-color: #FFF; } tr td:first-child { background-color: #F7F7F7; font-weight: bold; } td:nth-child(2) { font-weight: bold; }
Table 1. Average Unit Power Requirements (Pm) for Milling
| Material | Hardness | Unit Power Requirements for HSS and Carbide Tools (Feed 0.005 to 0.012 ipt) |
|
|---|---|---|---|
| Sharp Tool | Dull Tool | ||
| Steels, wrought and cast: Plain carbon, alloy steels and tool steels | 85 to 200 HB | 1.1 | 1.4 |
| 35 to 40 HRC | 1.5 | 1.9 | |
| 40 to 50 HRC | 1.8 | 2.2 | |
| 50 to 55 HRC | 2.1 | 2.6 | |
| 55 to 58 HRC | 2.6 | 3.2 | |
| Cast irons: Gray, ductile and malleable | 110 to 190 HB | 0.6 | 0.8 |
| 190 to 320 HB | 1.1 | 1.4 | |
| Stainless steels, wrought and cast ferritic, austenitic and martensitic | 135 to 275 HB | 1.4 | 1.7 |
| 30 to 45 HRC | 1.5 | 1.9 | |
| Precipitation hardening stainless steels | 150 to 450 HB | 1.5 | 1.9 |
| Titanium alloys | 250 to 375 HB | 1.1 | 1.4 |
| High-temperature alloys: Nickel, cobalt and iron base | 200 to 360 HB | 2.0 | 2.5 |
| 180 to 320 HB | 1.6 | 2.0 | |
| Refractory alloys: Tungsten, molybdenum, niobium and tantalum | 321 HB | 2.9 | 3.6 |
| 229 HB | 1.6 | 2.0 | |
| 217 HB | 1.5 | 1.9 | |
| 210 HB | 2.0 | 2.5 | |
| Nickel alloys | 80 to 360 HB | 1.9 | 2.4 |
| Aluminum alloys | 30 to 150 HB (500-kg load) | 0.32 | 0.4 |
| Magnesium alloys | 40 to 90 HB (500-kg load) | 0.16 | 0.2 |
| Copper | 80 HRB | 1.0 | 1.2 |
| Copper alloys | 10 to 80 HRB | 0.64 | 0.8 |
| 80 to 100 HRB | 1.0 | 1.2 | |
The table is adapted from the Machining Data Handbook, Third Edition, Vol. 2, pg. 17-10, published in 1980 by Metcut Research Associates Inc., Cincinnati. (The First Edition was published in 1966.) “Titanium” and “Columbium” (as they appear in the original table, column Material) were renamed “Titanium alloys” and “Niobium,” respectively. Hardness abbreviations (column Hardness) were changed to present them as they are currently used: HB (Brinell hardness) replaced “Bhm”; HRC (Rockwell hardness, C scale) replaced “RC,” and HRB (Rockwell hardness, B scale) replaced “RB.”
New Calculation Method
To increase accuracy when calculating machining power, the author developed a new method based on the definition of power (P) as a product of the cutting force (F) and the cutting speed (VC):
P = F (lbs.) × VC (sfm) ÷ 33,000 (hp)
or P = F (N) × VC (m/min.) ÷ 60,000 (kW)
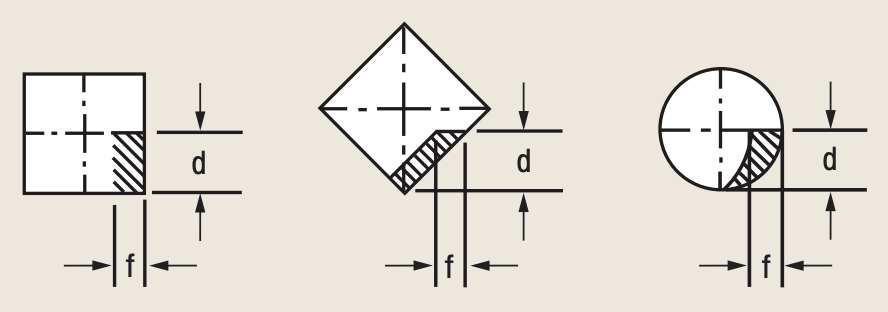
Figure 1. Cross sections of uncut chips produced by square and round inserts.
Because cutting speed is one of the selectable machining parameters, only the cutting force should be calculated to obtain the required machining power.
Equations for calculating the cutting force when milling can be found in various technical papers and books. However, these equations include complex trigonometric functions, integrals and matrices, and some of the formulas are second-order differential equations. Such complex equations are not appropriate in practical engineering calculations because only mathematicians proficient in calculus can execute them. Therefore, simple algebraic equations are needed to perform similar calculations within a practical range of accuracy, which is ±20 percent or better.
Simplified equations should only contain parameters that significantly impact the cutting force. These parameters are included in the new method.
An analytical study of metalcutting principles and analyses of numerous milling tests the author conducted resulted in a new concept for calculating the cutting force. The new concept is based on the relationships between the following parameters:
• Ultimate tensile strength of a workpiece vs. its hardness,
• Cross-sectional area of the uncut chip vs. axial DOC and feed per tooth,
• Number of teeth in the cut vs. number of teeth in a cutter and radial WOC,
• Engagement factor vs. radial WOC, cutter diameter and workpiece material, and
• Tool wear factor vs. axial DOC and feed per tooth.
The cutting force (F) formula is based on those relationships:
F = σ × A × ZC × CE × CW (1), where:
σ is the workpiece’s ultimate tensile strength in psi or MPa,
A is the chip’s cross-sectional area in in.2 or mm2,
ZC is the number of teeth (inserts) in the cut,
CE is the engagement factor, and
CW is the cutting tool wear factor.
Ultimate Tensile Strength
The author developed numerous statistical and linear regression formulas for calculating the ultimate tensile strength of carbon, alloy, stainless and tool steels based on their Brinell hardness numbers.
Because of space limitations, only linear regression formulas for calculating ultimate tensile strength (σ) vs. Brinell hardness number (HB) are provided for AISI 1050 carbon steel and AISI 4140 alloy steels.
AISI 1050 grade, 235 HB:
σ = 501 × HB – 568 (2)
σ = 501 × 235 – 568 = 117,167 psi
(The actual ultimate tensile strength is 117,200 psi)
Formula (2) provides 98 to 100 percent accuracy in calculating ultimate tensile strength. Its application is limited to the Brinell hardness range from 160 to 270 HB.
AISI 4140 grade, 229 HB:
σ = 506 × HB – 3,456 (3)
σ = 506 × 229 – 3,456 = 112,418 psi
(The actual ultimate tensile strength is 112,000 psi)
Formula (3) provides 97.1 to 99.9 percent accuracy in calculating ultimate tensile strength. Its application is limited to the Brinell hardness range from 195 to 580 HB.
Cross-Sectional Area
The shape of an uncut chip’s cross section depends on insert geometry and the milling cutter’s lead angle. Round inserts produce chips in the shape of a partial crescent. Inserts of all other shapes with straight cutting edges produce chips with either a rectangular cross section for milling cutters with a 0° lead angle or a parallelogram cross section for milling cutters with lead angles greater than 0°. Cross sections of the chips produced by square inserts (0° and 45° lead angles) and a round insert are shown in Figure 1.
The cross-sectional area of the chip (A) is a product of the axial DOC (d) and feed per tooth (f):
A = d × f (4)
Formula (4) is easily understood when applied to rectangular and parallelogram cross-sectional areas, but it is not so obvious when the formula is applied to a cross-sectional area of a chip produced by a round insert. Then, the cross-sectional area is either a half-crescent when the axial DOC equals the insert’s radius, or smaller than a half-crescent when the axial DOC is less than the insert’s radius. The applicability of formula (4) for crescent-like areas has been proven by integral calculus and algebraic-trigonometric calculations.
Number of Engaged Inserts
A typical facemilling cutter has three or more teeth (inserts), but only a few of them are simultaneously engaged with the workpiece. The number of inserts in a cut (ZC) depends on the number of inserts in a cutter (Z) and the engagement angle (α). This relationship is expressed by the formula:
ZC = Z × α ÷ 360 (5)
The engagement angle depends on the radial WOC (W) and cutter diameter (D). This angle is shown in Figures 2 and 3, which illustrate the two most typical positions of a milling cutter when engaged with a workpiece.
Table 2. Number of inserts in the cut vs. W:D ratio.
th, td { padding: 10px; border: 1px solid #ddd; } th { background-color: #f2f2f2; }
| W:D | 0.85 | 0.80 | 0.75 | 0.70 | 0.60 | 0.45 | 0.35 | 0.20 | 0.15 |
| ZC | 0.37 Z | 0.35 Z | 0.33 Z | 0.32 Z | 0.28 Z | 0.23 Z | 0.20 Z | 0.15 Z | 0.13 Z |
Table 3. Engagement factors vs. W:D ratio.
| Workpiece material | W:D ≤ 0.5 | 0.5 < W:D ≤ 0.7 | 0.7 < W:D = 1 |
|---|---|---|---|
| Carbon and alloy steels | 1.0 | 1.3 | 1.5 |
| Stainless and tool steels | 1.6 | 1.8 | 2.2 |
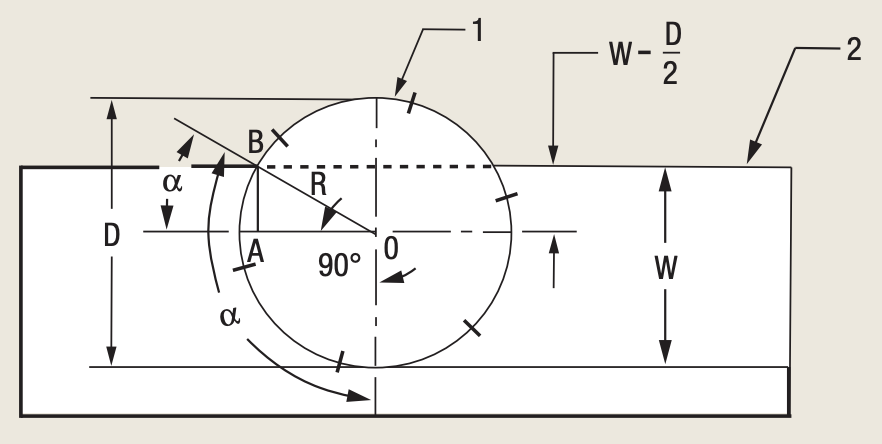
Figure 2. The centerline of the cutter (1) is located on the workpiece (2).
Figure 2 shows a cutter’s centerline on a workpiece, with the engagement angle greater than 90°. The maximum engagement angle possible is 180°, occurring when the radial WOC equals the cutter diameter. In such a case, half of the inserts are engaged with the workpiece material. If the radial WOC equals the cutter radius, only 25 percent of the inserts are engaged with the workpiece. The number of inserts in the cut can be found for any WOC using the following formulas.
As seen in Figure 2, the engagement angle (α) equals 90° plus α1, where α1 is the angle between the cutter diameter and the cutter radius R drawn to the peripheral point B at the entry or exit.
From the right-angle triangle OAB:
sin α1 = AB ÷ OB = (W – R) ÷ R = (W – D ÷ 2) ÷ (D ÷ 2) = (2W – D) ÷ D,
α1 = arc sin [(2W – D) ÷ D] and the engagement angle is:
α = 90° + arc sin [(2W – D) ÷ D] (6)
Substitution of α from formula (6) into formula (5) gives:
ZC = Z × (90° + arc sin [(2W – D) ÷ D)] ÷ 360 (7)
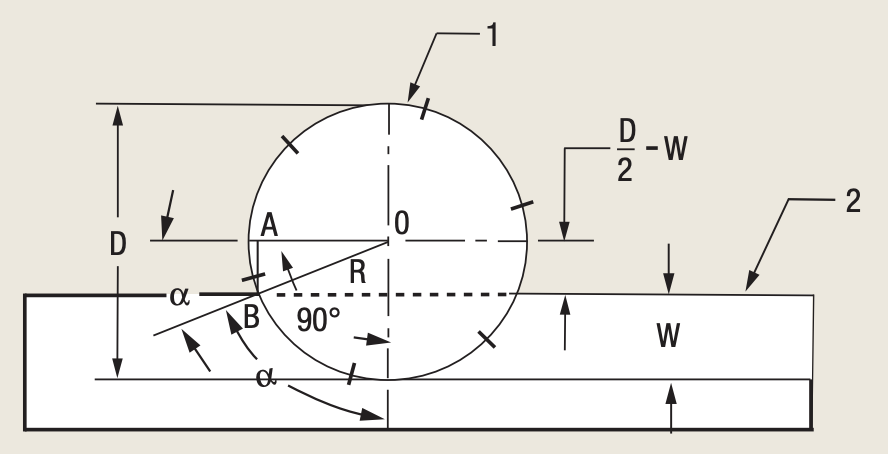
Figure 3. The centerline of the cutter (1) is not located on the workpiece (2).
Figure 3 shows a cutter’s centerline that is not located on a workpiece, so the radial WOC is less than the cutter radius. Therefore, the engagement angle is less than 90°.
As seen in Figure 3, the engagement angle (α) equals 90° minus α1, where α1 is the angle between the cutter’s centerline and the cutter radius R drawn to the peripheral point B at the entry or exit.
From the right-angle triangle OAB:
sin α1 = AB ÷ OB = (R – W) ÷ R = (D ÷ 2 – W) ÷ (D ÷ 2) = (D – 2W) ÷ D,
α1 = arc sin [(D – 2W) ÷ D] and the engagement angle is:
α = 90° – arc sin [(D – 2W) ÷ D] (8)
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion