Five-axis machining centers are all the rage these days. Whether used for 3+2 work or 5-axis simultaneous machining, they reduce work in process, improve part quality and enhance flexibility. These machines are so capable that some people in the industry predict that the traditional 3-axis machining centers on which many shops built their businesses will one day be as obsolete as paper tape.
Yet there’s more than one way to skin the 5-axis cat: Multitask lathes are able to mill, drill, turn, hob and more, often completing parts in a single setup. Because of these diverse abilities, many shops are re-evaluating their CNC machine tool selection in favor of these supermachines and benefiting greatly because of it. Like their 5-axis machining center cousins, 5-axis multitask lathes are breaking the traditional part-processing rules and taking manufacturers in bold new directions.
Maybe You Can, But Should You?
Suppose your company just bought an Okuma Multus, a Mazak Integrex, a DMG Mori CTX lathe or a similar do-everything-in-one-operation multitask machining center. Provided that the workpiece fits into the work envelope, these high-end mill-turn CNC machines are perfectly capable of milling the complex, free-form part features frequently found on aerospace and medical components that are typically reserved for 5-axis machining centers. They’re also darn good at 3+2 milling, able to machine complex valve bodies and similar parts without secondary processing. The decision, however, is whether what remains a lathe at heart is the best place to process such work.
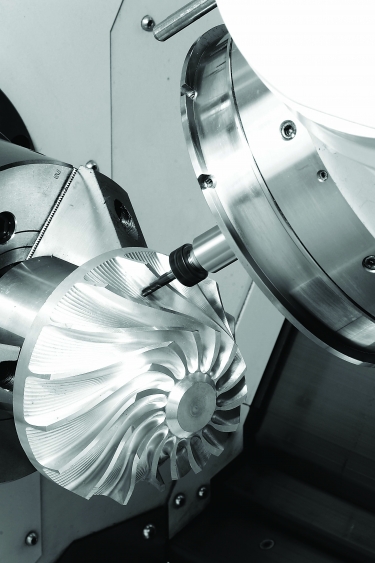
An impeller is machined on an Intergrex multitasker. Image courtesy of Mazak
Chuck Birkle offered a conditional yes. The vice president of sales and marketing at Florence, Ky.-based Mazak Corp. listed a number of applications in which traditional 5-axis machined parts are often more suitable for a multitask lathe than they are for the milling department. These include blades and blisks, propellers, orthopedic components such as knee implants, pump bodies and other “roundish” parts, as well as a few that most people would never guess came off a lathe despite its milling capabilities.
“We worked with a major aircraft manufacturer that was making an aluminum steering component,” he said. “The part looks a lot like a turkey wishbone. They were previously producing them on their machining center but were tired of buying and maintaining multiple fixtures and then having to modify them whenever an engineering change came along. So they put it on an Integrex. They now use round aluminum bar stock, remove a very high percentage of the raw material, then snap the completed part off the base and deburr the bottom. Their fixturing is a 3-jaw chuck, and there’s just one operation.”
Birkle ticked off a number of other parts for which his customers saw significant improvements. One customer reduced lead times on a series of parts for aircraft landing gear from weeks to hours. A pump manufacturer slashed from five to one the number of setups needed to complete a valve body the size of a dinner table. And because multitask machines improve part quality, a leading heavy-equipment engine producer greatly reduced downstream grinding time.
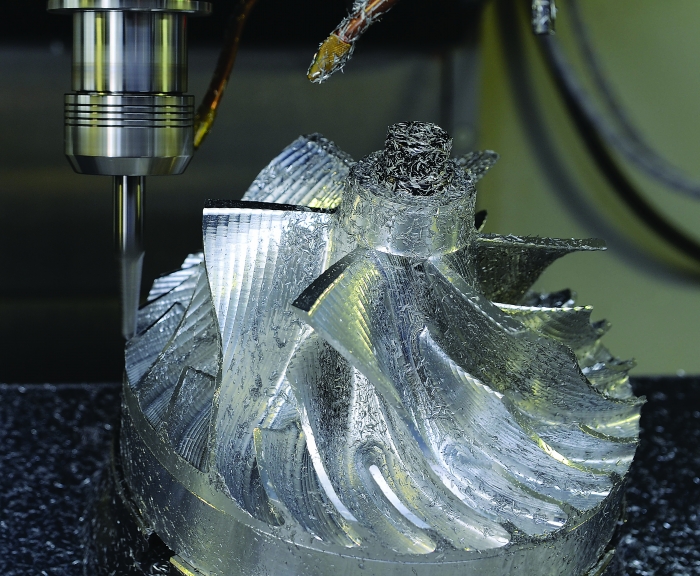
An example of the many parts produced on 5-axis machining centers that would be equally at home on a multitask lathe. Image courtesy of CNC Software
Granted, these parts aren’t all 5-axis milling candidates. The fact remains that shops of all sizes are often finding multitask lathes to be a viable alternative to 5-axis machining centers. Birkle listed points that shop management should ask itself before investing in the next machine tool:
- Do we like to be paid morefrequently?
- If scrap occurs, isn’t it better to have scrap on the first (and possibly only) operation?
- Do parts travel long distances across the shop floor?
- Are fixture costs killing profits?
- Are specified geometric tolerances difficult to achieve?
- Do we have high amounts of work in process and inventory?
If the answer to any or all of these is yes, a 5-axis mill-turn machine might be for you. “If I was on a
desert island and could pick just one machine to make the parts needed to get off that island, I would choose an Integrex,” Birkle said. “There’s nothing it can’t machine.”
Escaping the Island
David Fischer might not agree on the brand of machine, but he would certainly take the same approach as Birkle for getting off the island. A lathe product specialist at Okuma America Corp., Charlotte, N.C., Fischer said 5-axis machining on a multitask lathe offers greater flexibility than a 5-axis machining center.
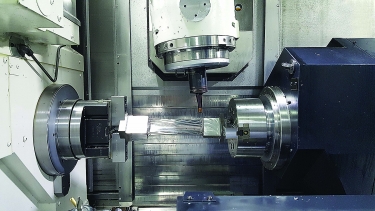
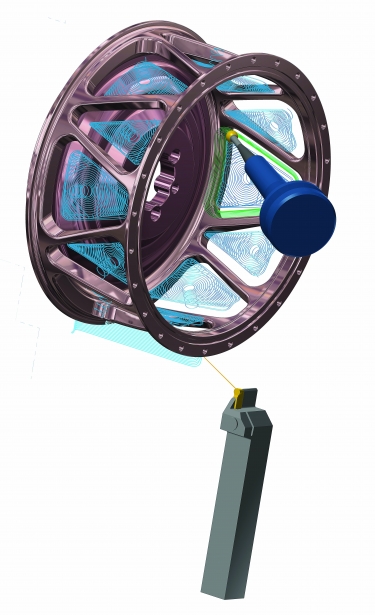
Thanks to their ability to support both ends of long workpieces, multitask lathes are commonly used to machine turbine blades and other rotor components. Image courtesy of Okuma America
“With 5-axis machining centers, you typically need a fairly large work envelope relative to the part size because you’re swinging the workpiece around, trying to reach the part with the milling cutter,” he said. “That, and the fixturing and sometimes the table can create interference, so you need to lift the part up relatively high or use extended-reach tooling. You don’t have these restrictions with a lathe.”
On a multitask lathe, the workholder is the chuck. The B-axis movement is achieved by rotating the turret, and the C-axis is the lathe spindle. This construction makes it easier to reach many part features with a milling cutter. Because the part can be held between both spindles or between a spindle and tailstock, its length is less constrained than with a 5-axis machining center.
“This makes it ideal for long parts, like large turbine blades or shafts with complex milling work, which you’d otherwise need a very large machining center to complete,” Fischer said.
Toolpath simulation is an important step toward collision avoidance. It also gives the programmer an additional opportunity to further optimize the machining process. Image courtesy of CNC Software
Five-axis multitaskers are flexible in other ways as well. They can easily perform milling, turning and almost any other machining operation; in addition, they typically carry large numbers of tools. Therefore, shops can set up a single machine to complete a variety of parts. At worst, the setup time for repeat jobs is as long as it takes to change chuck jaws and call up a program. Rush orders are easily accommodated. Work in process becomes zero, cash flow is improved, and the accuracy of even the most complex part geometries is assured.
Okuma Application Engineer Chris Peluso said skiving and hobbing—two operations traditionally completed on a dedicated machine tool—are easily performed on a 5-axis multitasker. “The tooling looks a little different and acts a little differently, but long shafts with splines on them, for example, are easy to finish in one operation. The same can be said for internal gears that would normally be broached or shaped. Why not set up one machine that can do this rather than invest in specialty machines, especially when you only need to do it occasionally? The tools are all there. There’s less part handling. It even uses the same G and M codes, so the programming will be familiar to any CNC lathe operator.”
No Big Deal
Ben Mund, senior market analyst at Mastercam CAD/CAM software developer CNC Software Inc., Tolland, Conn., agreed that programming a 5-axis multitask lathe shouldn’t be a scary proposition.
“It’s virtually identical,” he said. “You’re using milling toolpaths for the milling portion and turning toolpaths for the turning portion. About the only thing that’s different is that there’s probably going to be more going at one time with a mill-turn machine. You might have two spindles and two or three turrets working simultaneously, and you need to take the extra step of making sure there won’t be any interference. That’s why toolpath and machine tool simulation is crucial on a mill-turn.”

Skiving, shaping, broaching and more are possible on this 5-axis multitask vertical turret lathe from Okuma. Image courtesy of Okuma America
For those wondering if a new CAM module—or even an entirely new CAM system—will be required after purchasing a multitasking machine, Mund said not necessarily. Shops faced with programming a mill-turn machine can continue to use their machining center module for any milling and their lathe module for turning. They can then merge the two disparate programs by hand.
That approach, however, is probably not going to be as effective as dedicated mill-turn software, which takes care of orchestrating multiple machine axes, synchronizing tool motion and ensuring that the CNC program is as efficient as possible. Having a mill-turn-specific programming package also does the best job of toolpath simulation.
For all their capabilities, Mund said multitask lathes suffer one limitation: The parts machined there should have some sort of an on-axis, generally circular component to them. If not, passing them to the subspindle for completion of the backside may be challenging.
“We’re actually doing a test run for a customer on some turbine blades right now,” Mund said. “That’s a great example of a part that’s not a turned part per se but is fairly circular so lends itself well to a mill-turn machine. That said, these machines are just another tool in the toolbox. There are absolutely some parts that fit better on a multitasker, but they’re not going to put 5-axis machining centers out of business anytime soon. There are pros and cons to each style of machine. Being successful is a matter of figuring out which one is most suitable for any given application.”
Related Glossary Terms
- broaching
broaching
Operation in which a cutter progressively enlarges a slot or hole or shapes a workpiece exterior. Low teeth start the cut, intermediate teeth remove the majority of the material and high teeth finish the task. Broaching can be a one-step operation, as opposed to milling and slotting, which require repeated passes. Typically, however, broaching also involves multiple passes.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- chuck
chuck
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- computer-aided manufacturing ( CAM)
computer-aided manufacturing ( CAM)
Use of computers to control machining and manufacturing processes.
- fixture
fixture
Device, often made in-house, that holds a specific workpiece. See jig; modular fixturing.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling cutter
milling cutter
Loosely, any milling tool. Horizontal cutters take the form of plain milling cutters, plain spiral-tooth cutters, helical cutters, side-milling cutters, staggered-tooth side-milling cutters, facemilling cutters, angular cutters, double-angle cutters, convex and concave form-milling cutters, straddle-sprocket cutters, spur-gear cutters, corner-rounding cutters and slitting saws. Vertical cutters use shank-mounted cutting tools, including endmills, T-slot cutters, Woodruff keyseat cutters and dovetail cutters; these may also be used on horizontal mills. See milling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- sawing machine ( saw)
sawing machine ( saw)
Machine designed to use a serrated-tooth blade to cut metal or other material. Comes in a wide variety of styles but takes one of four basic forms: hacksaw (a simple, rugged machine that uses a reciprocating motion to part metal or other material); cold or circular saw (powers a circular blade that cuts structural materials); bandsaw (runs an endless band; the two basic types are cutoff and contour band machines, which cut intricate contours and shapes); and abrasive cutoff saw (similar in appearance to the cold saw, but uses an abrasive disc that rotates at high speeds rather than a blade with serrated teeth).
- shaping
shaping
Using a shaper primarily to produce flat surfaces in horizontal, vertical or angular planes. It can also include the machining of curved surfaces, helixes, serrations and special work involving odd and irregular shapes. Often used for prototype or short-run manufacturing to eliminate the need for expensive special tooling or processes.
- toolpath( cutter path)
toolpath( cutter path)
2-D or 3-D path generated by program code or a CAM system and followed by tool when machining a part.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
- turret lathe
turret lathe
Differs from engine lathe in that the normal compound rest is replaced by pivoting, multitool turrets mounted on the cross slide and tailstock. See lathe.
- work envelope
work envelope
Cube, sphere, cylinder or other physical space within which the cutting tool is capable of reaching.
Author

Kip Hanson is a contributing editor for Cutting Tool Engineering magazine. Contact him by phone at (520) 548-7328 or via e-mail at [email protected].
Contributors
CNC Software Inc.
(800) 228-2877
www.mastercam.com
Mazak Corp.
(859) 342-1700
www.mazakusa.com
Okuma America Corp.
(704) 588-7000
www.okuma.com