A trick I gleamed from a friend reveals an interesting use of relatively crash-proof soft metal or plastic bed plates on a milling machine. In the shop where my friend works, they prepare the part blanks and secure them to the bed plate with Permacel double-sided tape. Plastic locating pins are used to index the part for the second-side operations. This technique, used along with hot-melt glue filling (see the August 2013 “Shop Operations” column), allows the “unmachinable” to be machined with ease, such as delicate parts that cannot tolerate any clamping force without distortion.
For example, hot-melt glue supports a difficult-to-hold part for two-sided machining, and the part is held with double-sided tape to a freshly surfaced subplate. The first side of the part is faced and then surface contoured to the part’s halfway point. Be sure to slightly overlap the parting line if applying a ballnose endmill.
After machining the first side, spray the machined cavity and part with a little mold release and fill with hot-melt glue. For a large volume of glue, fill an inexpensive Teflon-coated pan on a hot plate to make quick work of melting the glue.
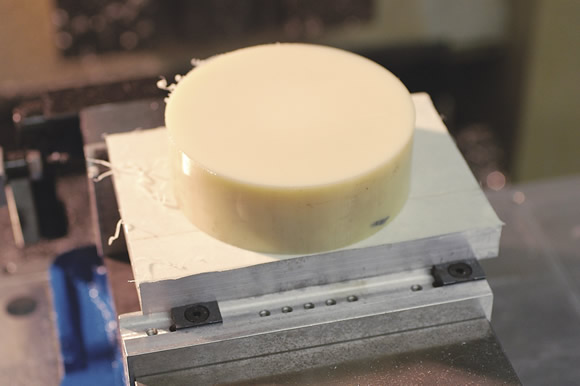
Double-sided tape holds this workpiece to a freshly surfaced subplate.

Facing and contouring to the halfway point of the first side of the part.
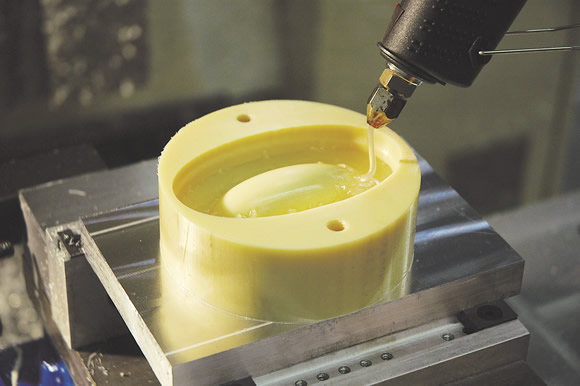
Filling the cavity around the part with hot-melt glue.

Surfacing the second side of the part exposes the hot-melt glue the first side was filled with.

An example of a difficult-to-hold part. When the last hunk of hot-melt glue is pulled off the part, the finished part is exposed.
Add the locating pins at this point so the second side of the part is perfectly indexed. Plastic pins are used in case the contouring tool bumps into the pin while the part is being cut. They are only needed when the part is indexed and secured with the double-sided tape. I leave them in because it’s easier and I’m paranoid about a workpiece not remaining perfectly secure when using double-sided tape.
After the glue solidifies, reface the first side of the part to the Z-axis zero point. Use a low rpm, or spindle speed, to prevent the glue from remelting. You need a smooth, solid surface for the second side of the part so the double-sided tape has enough surface area to hold it. This method is great for the delicate parts that cannot tolerate any clamping force without distortion.
Surfacing of the second side of the part exposes the hot-melt glue that the first side is filled with. Technically, the part is floating in space, with no connection to the original blank other than the glue.
For the next step, I simply use a bandsaw to remove the excess material to get close to the part. Be sure to run the saw slowly because otherwise it will remelt the glue and make a mess of the saw. When the last hunk of hot-melt glue is pulled off the part, the finished part is exposed.
For thin-shelled or other difficult-to-hold parts, this method can produce fantastic results. CTE
About the Author: Tom Lipton is a career metalworker who has worked at various job shops that produce parts for the consumer product development, laboratory equipment, medical services and custom machinery design industries. He has received six U.S. patents and lives in Alamo, Calif. For more information, visit his blog at oxtool.blogspot.com and video channel at www.youtube.com/user/oxtoolco. Lipton’s column is adapted from information in his book “Metalworking Sink or Swim: Tips and Tricks for Machinists, Welders, and Fabricators,” published by Industrial Press Inc., South Norwalk, Conn. The publisher can be reached by calling (888) 528-7852 or visiting www.industrialpress.com. By indicating the code CTE-2013 when ordering, CTE readers will receive a 20 percent discount off the book’s list price of $44.95.Related Glossary Terms
- bandsaw
bandsaw
Machine that utilizes an endless band, normally with serrated teeth, for cutoff or contour sawing. See saw, sawing machine.
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- parting
parting
When used in lathe or screw-machine operations, this process separates a completed part from chuck-held or collet-fed stock by means of a very narrow, flat-end cutting, or parting, tool.
- sawing machine ( saw)
sawing machine ( saw)
Machine designed to use a serrated-tooth blade to cut metal or other material. Comes in a wide variety of styles but takes one of four basic forms: hacksaw (a simple, rugged machine that uses a reciprocating motion to part metal or other material); cold or circular saw (powers a circular blade that cuts structural materials); bandsaw (runs an endless band; the two basic types are cutoff and contour band machines, which cut intricate contours and shapes); and abrasive cutoff saw (similar in appearance to the cold saw, but uses an abrasive disc that rotates at high speeds rather than a blade with serrated teeth).
Author

Tom Lipton is a career metalworker from the San Francisco Bay area who has worked at various job shops. For more information, visit his blog and YouTube video channel.