Let Precision Be Your Guide
Swiss-style machining guide: When to use guide bushings, alternatives, automation, and bushing selection tips.
When it comes to a Swiss-style machine tool, a guide bushing distinguishes it from a conventional lathe. The guide bushing either rotates ground bar stock and pushes the workpiece into and out of the cutting tool or, less commonly, remains static as the bar in it spins. This arrangement is effective when producing relatively thin parts with a length-to-diameter ratio of at least 3- or 4-1.
“If you have a long and skinny part, oftentimes there’s no better way to machine that than on a Swiss-style, or sliding-headstock, machine, but that typically involves using ground bar stock and a guide bushing,” said Tyler Economan, technical sales manager for Index Corp. in Noblesville, Indiana. “The stock has to be really straight so it can slide through that guide bushing.”
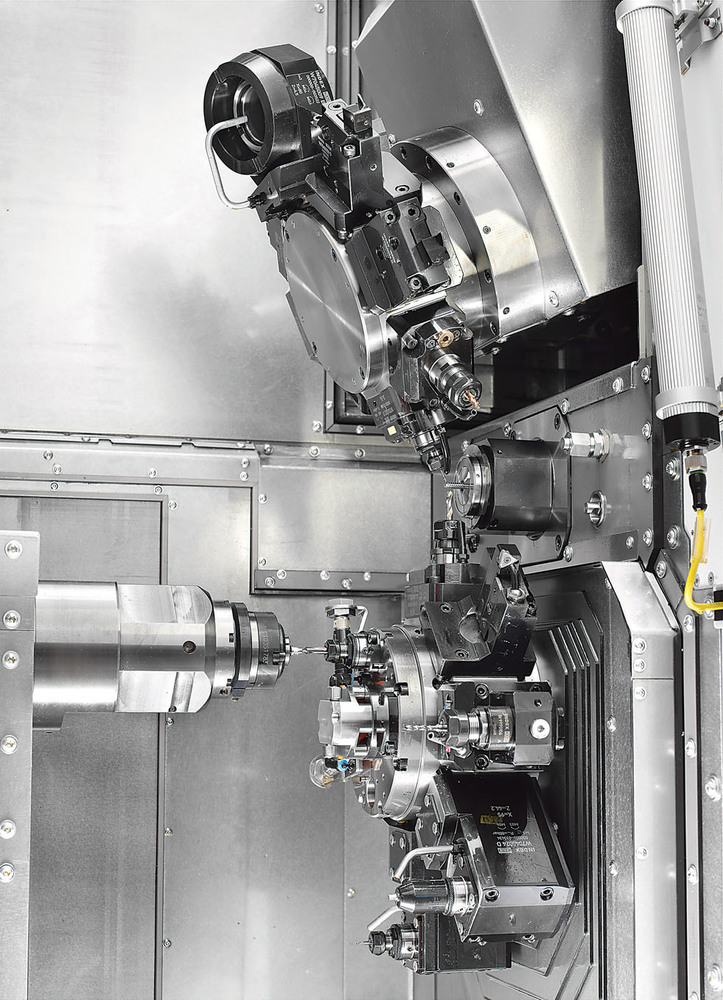
However, sometimes a guide bushing is not needed or wanted, such as when machining short parts or profiling a part that would not be efficiently turned using a guide bushing. To accommodate both scenarios, Index offers the Traub line of CNC sliding- headstock machines, models TNL12, TNL20 and TNL32, that are convertible from sliding- to fixed-headstock operation.
“If we can switch to fixed-headstock mode, we can use regular stock that’s not ground,” Economan said. “It feeds out to a fixed location.”
He added that a housing either is installed for sliding-headstock mode or removed for fixed-headstock mode, and the conversion process consumes about 10 to 15 minutes.
The medical industry is a major consumer of Swiss-style machines to produce long, skinny implants and parts for surgical devices, but any manufacturer of that small shaft-type or similar parts is an ideal candidate for such a machine, according to Economan. “But what we find is there are a lot of customers that have many of these Swiss-style machines and because they have that machining capacity, they might be making smaller parts that actually don’t require a sliding-headstock machine. The diameter of the machine is going to dictate what parts can go on that machine.”
Index reports that the TNL12 has a 13 mm (0.51″) spindle clearance, the TNL20 has a 20 mm (0.79″) spindle clearance, and the TNL32 has a 32 mm (1.26″) spindle clearance. Rather than purchasing a machine for work that a Swiss shop already has or for a dedicated process that might go away, Economan recommended targeting a more flexible and robust machine that will suit the jobs the shop wants now and down the road. “It always makes sense to have a little bit higher capacity machine than what you need for future growth.”
Fix and Slide
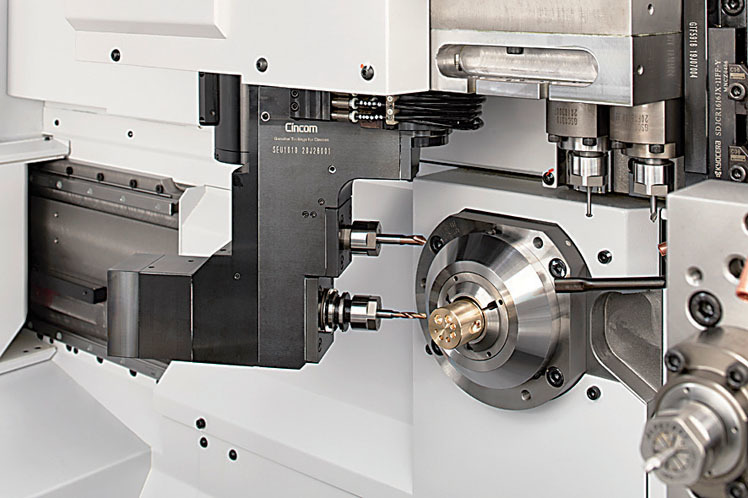
Marubeni Citizen-Cincom Inc. is another builder of Swiss-type, or sliding-headstock, CNC automatic lathes that can be used with or without the easily mounted and removed guide bushing. Ray Navarro, service and application manager for the Allendale, New Jersey- based builder, estimates that after a little practice an end user will changeover a machine in about 10 minutes. In addition, a setting must be switched in the machine structure page to change the stroke of the headstock. “The machine is so smart that once you flick that switch, the parameters and numbers change by themselves.
He explained that after the guide bushing is removed, the Cincom machine still has a sliding headstock. Without a guide bushing, the Swiss-style machine is used like a conventional lathe for machining short remnants up to 50.8 mm (2″) without the need for pricey ground bar stock. “Without the guide bushing, you’re not moving the part at all, so the part is always in one chuck, and you will turn and mill everything in one step.”
In contrast, Navarro noted that the guide bushing allows for machining parts longer than 152.4 mm (6″) using ground stock as long as users segment the part into sections. “If you attempt to do it one shot, you’re going to fall out of the guide bushing. You don’t have support. That’s the biggest thing here.”
Automation continues to make inroads into an array of machining tasks to enhance productivity while helping to overcome the ever-present skills gap, but Swiss-style machines have long been automated with the use of a bar feeder, Navarro said. “On the loader, depending on the size of the bar, you can put multiple 12-ft. bars, and that machine can be run alone the whole day, even the whole night lights out. That’s actually automated. Just put a bar in and you get a part fully finished.”
An automatic toolchanger is also a type of automation and the Cincom Model L20E-3M12B5 has the “smallest ATC machine in the world,” according to Navarro. “We have a sliding headstock machine but we integrated an automatic tool change so you have a carousel with 12 tools that you can put there and act like a milling machine.”
He added that the company integrates robots for specific processes.
To automate a Swiss-style machine, Index offers the optional iXcenter robot cell, Economan said. The company reports that the robot cell is docked to the machine and can be moved to the right during the setup process, allowing unobstructed access to the work area. During production, the iXcenter is fixed in front of the machine’s work area. The robot then accesses the work area via the sliding guard of the machine, which opens automatically behind the robot cell.
Nonetheless, because most work performed on Traub sliding-headstock machines uses 3.66 m (12′) bar stock, he added that automation is already in place. “Automation is certainly something we can add to the machines and is something we’re seeing more and more of, but I still think the simplest form of automation is to machine with a bar loader.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
June/July 2025
QR codes and videos from this issue
Print QR codes, video callouts, and in-magazine links for this article now point to the CTE video hub in the HTML version.


