Multiple methods are available to make a miniature hole. In the past, laser micromachining and electrical discharge machining were frequently the default options because of technical limitations with the grinding machines used to produce the required geometries on solid-carbide microdrills, said Jake Rutherford, research and development engineer for Kyocera SGS Precision Tools Inc. in Munroe Falls, Ohio.
“The new grinding machines have a tremendous amount to do with making accurate geometries that small,” he said.
Nonetheless, a cutting tool manufacturer designs microdrill point geometries to suit not just the intended application but the production of the drill, said Sarang Garud, product manager for Walter USA LLC in Waukesha, Wisconsin.
“The extremely small size of the drills makes it pretty hard to manufacture the drills,” he said, “and design for manufacturing governs some of the drill design decisions as well.”
Garud said two important factors when designing microdrills are cutting force reduction and secure chip evacuation.
Rutherford said he considers any drill with a diameter smaller than 3.175 mm (0.125") to be “micro.” Kyocera SGS Precision Tools offers standard microdrills down to 0.041 mm (0.0016") and ones with through-coolant capability as small as 1 mm (0.039") for producing holes up to 15 diameters deep.

The CrazyDrill Flex microdrill is made of flexible tungsten carbide and features integrated cooling. Image courtesy of Mikron
For Mikron Tool SA, micro starts with diameters smaller than 1 mm, said Alberto Gotti, head of the Technology and Customer Project Center, who’s based at the toolmaker’s headquarters in Agno, Switzerland. (Mikron Corp. Monroe is in Monroe, Connecticut.) Mikron’s microdrill line starts at 0.1 mm (0.0039") in diameter, and drills for cutting difficult-to-machine materials, such as stainless steel, titanium and heat-resistant superalloys, start at 0.2 mm (0.0079"). Tools are available for drilling up to 50 diameters deep.
“Microcutting tools are not simply a reduction in size,” he said. “With each downsizing step, the degree of difficulty increases exponentially. The smaller the surface area of the tool, the more difficult it is to manufacture the geometry while maintaining the required quality and tolerances.”
Gotti said the variety of microholemaking applications continues to increase as a result of the miniaturization trend, especially in the medical industry, where more minimally invasive operations are performed with ever-smaller instruments, such as stainless steel endoscopic forceps and titanium bone plates. Other parts include automotive fuel injectors, stainless steel watch cases, dental abutments and nickel-based turbine blades.
Garud said microdrills also are used to make holes in nozzles, perforated discs and pneumatic components.
Cool Down
Similar to macroscale applications, applying a through-coolant drill is required, if possible, when deep-hole drilling with microtools. In addition, it’s critical to have proper coolant concentration, quality and pressure to effectively evacuate chips out of the hole, said Jacob “Pete” Rak, applications engineer for Kyocera SGS Precision Tools.
“If possible, internal coolant should always be used for reliable operation with efficient chip removal,” Garud said, noting that Walter USA offers microdrills as small as 0.7 mm (0.0276") with internal coolant.
However, some applications, such as those for the food and medical industries, may not allow the use of coolant because of customer specifications.
When coolant application is suitable, Garud said it’s extremely critical to use a tool manufacturer-recommended coolant filtration system so the delicate tools do not re-cut the tiny chips.
Gotti said when microdrilling with high cutting parameters, which requires a spindle speed of at least 24,000 rpm, internal coolant is essential. Mikron offers tools with integrated cooling channels from 0.2 mm in diameter. In addition, the company provides tools with both round coolant channels and ones with a teardrop shape, which reportedly provide up to four times the coolant volume.
“Efficient machining fails due to low thermal conductivity of the materials,” he said, “which increases the risk of overheating the cutting edges and thus their breakage.”
Effectively cooling the cutting edges also prevents built-up edge.
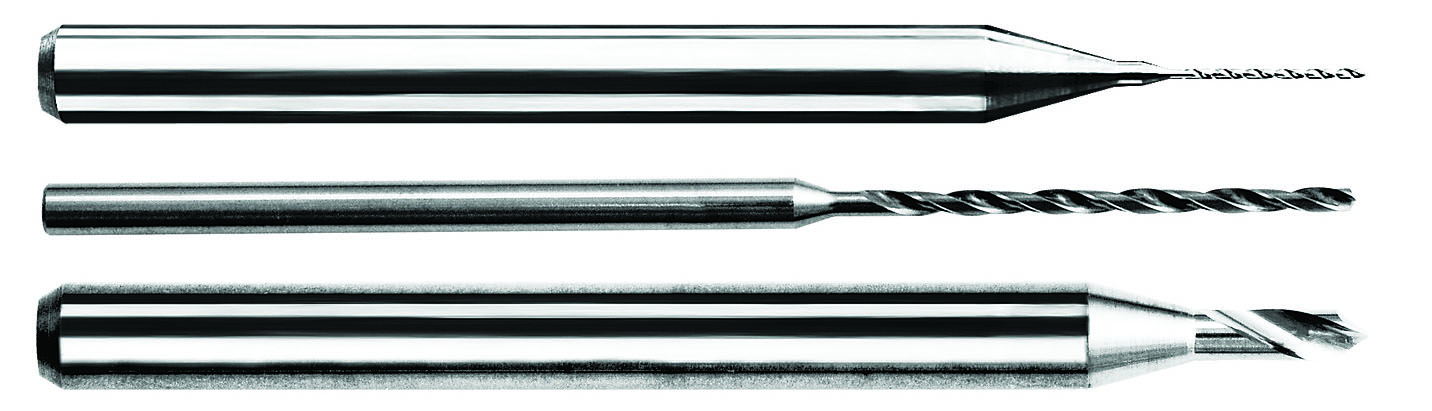
Kyocera SGS Precision Tools offers a variety of solid-carbide microdrills. Image courtesy of Kyocera SGS Precision Tools
For microdrills without coolant ports, Rak said end users must target the flood coolant along the flute length and not just the tip so coolant reaches down into the hole where the tool is buried in the workpiece. The fragile nature of a microdrill means that too much coolant pressure can break the tool.
“You have to have that perfect balance,” he said.
Poking Away
At a certain depth, depending on the application, Rutherford said a peck cycle becomes unavoidable with a non-through-coolant drill to clear chips and help direct coolant into the hole.
“When you do peck,” Rak said, “you don’t want to retract all the way out of the hole so the entry is not misaligned.”
Rutherford said the most strenuous time for any cutting tool is during entry into and exit from a workpiece.
“These little tools can’t afford any unnecessary abuse,” he said. “The more you can avoid loading and unloading a tool, the better tool life and performance you will get.”
Even improper handling can be detrimental to microdrill life.
“I have been guilty of breaking one or two off with my finger,” Rutherford said, “and it is terrible to get it out of there. It’s like a little razor blade splinter.”
To avoid tool damage, accurately entering a hole is critical.
“It must be very true,” Rak said.
However, a spot drill with a higher point angle than the microdrill to follow is needed typically when drilling a surface that’s not clean, flat and faced, Rutherford said, noting that Kyocera SGS Precision Tools offers microspotting drills with fractional and metric shanks. Unlike the company’s conventional high-performance drills, its microdrills don’t have self-centering geometry.
Gotti said Mikron’s microdrills have a tip geometry specifically developed to provide self-centering while also producing short chips and enhancing cutting stability.
“Thanks to web thinning and a reduction of the chisel edge,” he said, “less penetration force is required when drilling.”
Cover Up
Coatings commonly are deposited on cutting tools of all types to minimize tool wear and extend cutter life, but one size doesn’t fit all. Gotti emphasized that coatings for macroscale tools are not suitable for drills smaller than 1 mm because those coatings have surface imperfections, such as droplets that harm chip evacuation and a thickness at the drill tip that causes high surface tension at the cutting edges. Instead, a microdrill coating must be smooth and homogenous and minimize surface tension to avoid cutting edge chipping.
Looking at coating thickness, Rak said Kyocera SGS Precision Tools typically deposits a physical vapor deposition coating on macrotools that is 2 to 3 µm (0.00008" to 0.00012") thick while the coating on a microdrill is as thin as 1 µm (0.00004"). For ferrous materials, the company recommends an AlTiN coating.
“We want the coating to be thin so we are not changing the dynamics of the chip formation because of some slight variation in the geometry due to coating thickness,” he said. “We want that true geometry of the tool to do the cutting.”
Rutherford said any increase in edge roundness from a coating causes a workpiece material to be pushed rather than sheared.
An uncoated tool comes into play, he said, when the application is appropriate based on a shallow hole depth and workpiece material.
“You can get away with using an uncoated drill in a lot of nonferrous materials like aluminum and copper alloys,” Rutherford said.
In addition to iron-free alloys, Gotti put unreinforced plastics on the list of materials that can be drilled with an uncoated tool.
“You may prefer extra-sharp uncoated cutting edges,” he said.
A Smooth Finish
Garud said Walter USA’s leading designs of microdrills have coated flutes to provide a secure, reliable way to evacuate chips. In general, that capability also can be achieved with smooth or polished flutes.
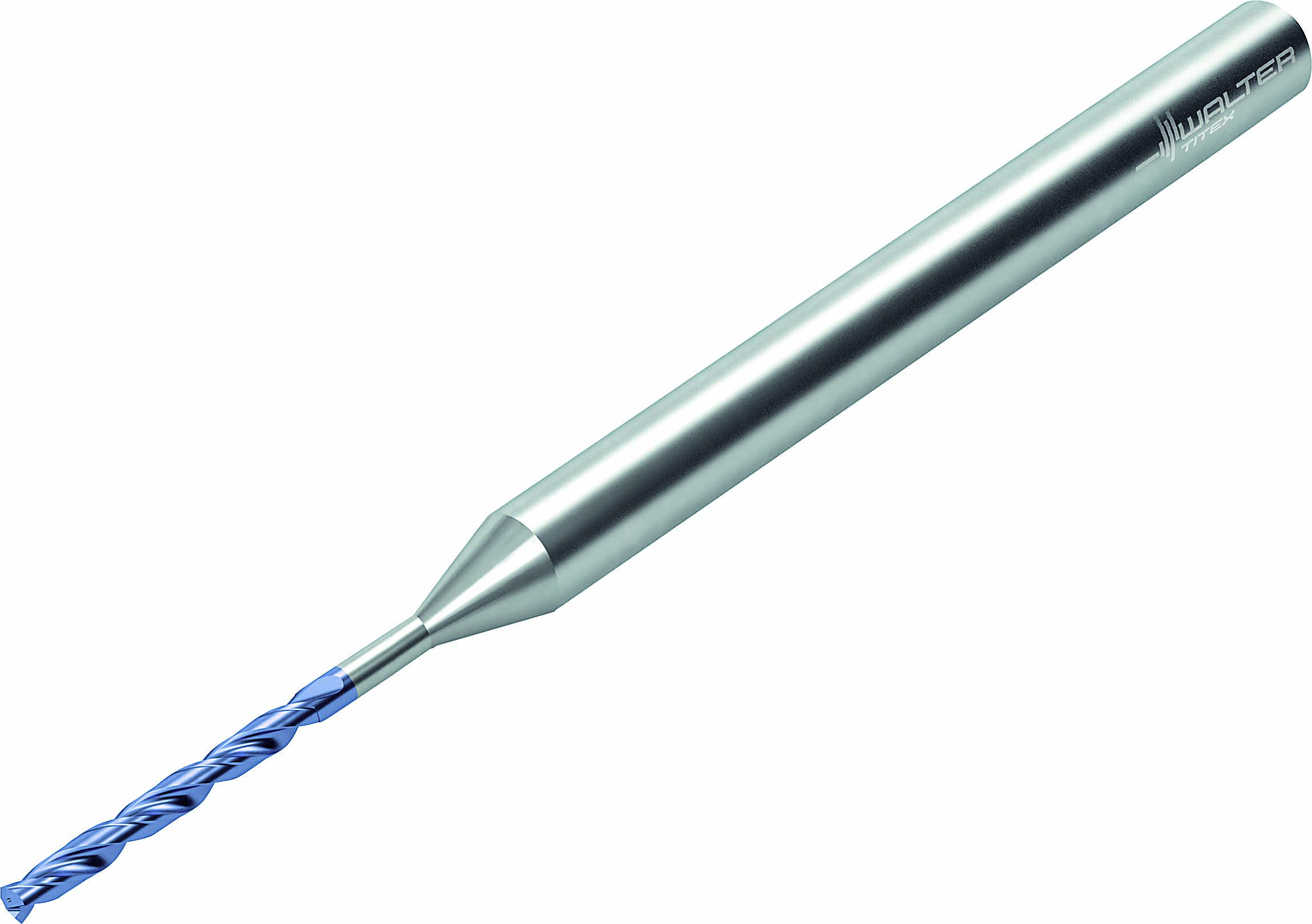
The DB133 microdrill features through-coolant capability. Image courtesy of Walter USA
“Reducing the cutting forces and secure chip evacuation (are) even more important (for microdrills) than conventional drills,” he said, “due to their small size and inherent weakness in the drill body with such a small diameter.”
Because the coating tends to adhere to the cobalt binder in the substrate, Rak cautioned that if not done properly, polishing flutes can smear the cobalt and cause coating adhesion problems.
Rutherford said although any unnecessary roughness causes friction and increases the amount of heat — carbide’s nemesis — at the tool/workpiece interface, a clean, ground surface with a fine finish eliminates the need to polish flutes and the risk of smearing cobalt.
Gotti said the risk of excessive edge radiusing and other tool damage is an additional reason to avoid polishing.
“The polishing process is not applied when manufacturing microdrills since the flute surface to be treated is extremely small,” he said. “Extremely fine grinding wheels are used to generate polished flutes that allow excellent chip evacuation.”
Similar to other machining operations, successful microdrilling requires a systematic approach that includes not only the tool substrate, geometries and coating — or lack thereof — but the machine tool and its CNC, coolant, fixturing and toolholders. For example, Gotti recommends high-quality toolholders with a runout of less than 3 µm, such as high-precision collet, shrink-fit and hydraulic toolholders.
Rutherford said those holders typically come with a premium price tag, but the extra cost is justified.
“Toolholders when microdrilling isn’t the time to go cheap,” he said.
In addition, Rak said the holders should be regularly cleaned and maintained to prevent hard-to-see chips from becoming lodged inside.
Another element of the systematic approach to microdrilling requires having top-of-the-line inspection, Rutherford said, because a toolmaker can’t be confident that its microdrills meet tight tolerances and other demanding specifications if it is unable to adequately measure the tools.
“Cutting tools for micromachining (are) not just about downsizing the diameter but require expert know-how,” Gotti said. “In order to achieve the highest-quality standard, several factors must be taken into consideration: a specialized production department with dedicated grinding machines and well-educated tool grinders, a team of technical engineers experienced in micromachining, and high-end measuring instruments for quality control.”
For more information about microdrills, view video presentations by Mikron and Walter USA at www.ctemag.com by visiting cteplus.delivr.com/25t8r
Contact Details
Contact Details
Contact Details

Related Glossary Terms
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- built-up edge ( BUE)
built-up edge ( BUE)
1. Permanently damaging a metal by heating to cause either incipient melting or intergranular oxidation. 2. In grinding, getting the workpiece hot enough to cause discoloration or to change the microstructure by tempering or hardening.
- collet
collet
Flexible-sided device that secures a tool or workpiece. Similar in function to a chuck, but can accommodate only a narrow size range. Typically provides greater gripping force and precision than a chuck. See chuck.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- copper alloys
copper alloys
Copper containing specified quantities of alloying elements added to obtain the necessary mechanical and physical properties. The most common copper alloys are divided into six groups, and each group contains one of the following major alloying elements: brasses—major alloying element is zinc; phosphor bronzes—major alloying element is tin; aluminum bronzes—major alloying element is aluminum; silicon bronzes—major alloying element is silicon; copper-nickels and nickel-silvers—major alloying element is nickel; and dilute-copper or high-copper alloys, which contain small amounts of various elements such as beryllium, cadmium, chromium or iron.
- cutting force
cutting force
Engagement of a tool’s cutting edge with a workpiece generates a cutting force. Such a cutting force combines tangential, feed and radial forces, which can be measured by a dynamometer. Of the three cutting force components, tangential force is the greatest. Tangential force generates torque and accounts for more than 95 percent of the machining power. See dynamometer.
- flat ( screw flat)
flat ( screw flat)
Flat surface machined into the shank of a cutting tool for enhanced holding of the tool.
- flutes
flutes
Grooves and spaces in the body of a tool that permit chip removal from, and cutting-fluid application to, the point of cut.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- physical vapor deposition ( PVD)
physical vapor deposition ( PVD)
Tool-coating process performed at low temperature (500° C), compared to chemical vapor deposition (1,000° C). Employs electric field to generate necessary heat for depositing coating on a tool’s surface. See CVD, chemical vapor deposition.
- point angle
point angle
Included angle at the point of a twist drill or similar tool; for general-purpose tools, the point angle is typically 118°.
- polishing
polishing
Abrasive process that improves surface finish and blends contours. Abrasive particles attached to a flexible backing abrade the workpiece.
- quality assurance ( quality control)
quality assurance ( quality control)
Terms denoting a formal program for monitoring product quality. The denotations are the same, but QC typically connotes a more traditional postmachining inspection system, while QA implies a more comprehensive approach, with emphasis on “total quality,” broad quality principles, statistical process control and other statistical methods.
- superalloys
superalloys
Tough, difficult-to-machine alloys; includes Hastelloy, Inconel and Monel. Many are nickel-base metals.
- tungsten carbide ( WC)
tungsten carbide ( WC)
Intermetallic compound consisting of equal parts, by atomic weight, of tungsten and carbon. Sometimes tungsten carbide is used in reference to the cemented tungsten carbide material with cobalt added and/or with titanium carbide or tantalum carbide added. Thus, the tungsten carbide may be used to refer to pure tungsten carbide as well as co-bonded tungsten carbide, which may or may not contain added titanium carbide and/or tantalum carbide.
- web
web
On a rotating tool, the portion of the tool body that joins the lands. Web is thicker at the shank end, relative to the point end, providing maximum torsional strength.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
Contributors
Kyocera SGS Precision Tools Inc.
330-686-5700
www.kyocera-sgstool.com
Mikron Corp. Monroe
203-261-3100
www.mikrontool.com
Walter USA LLC
800-945-5554
www.walter-tools.com
