If you want to prevent or solve a host of problems at your shop, there’s no way around it: The tramp has got to go.
That is, the hydrocarbon-based substances known as tramp oils that find their way from a machine into its coolant. Tramp oil serves as food for anaerobic bacteria, which multiply and quickly break down coolant, reducing its life. A large bacterial colony in coolant also produces a rotten egg smell. The problem can worsen until biofilm spreads throughout the machine, requiring an expensive remediation process in which harsh chemicals are run through the machine for an extended period.
In addition, tramp oil at the point of cut generates heat, which shortens tool life. Machining also can turn the oil into a mist that contributes to poor air quality at shops.
The good news is that tramp oil and all the trouble it causes can be banished from a shop by devices called oil skimmers. Operating in machine sumps, skimmers make use of an oleophilic element, one to which oil adheres. As the element moves through the cutting fluid in the sump, the element picks up nonemulsified floating oil. Wiper blades or pinch rollers remove the collected oil from the surface of the oleophilic element so the oil can be transferred to a container for disposal or reclamation.
Skimmer Types
The most common skimmer elements are disks, belts and tubes. The disks are made of steel, aluminum or polyvinyl chloride and can be smooth or grooved. Rotated by an electric motor, the disks recover large amounts of floating oil. Belt oil skimmers use metal or polymer belts to attract tramp oil when inserted into a sump while tube skimmers employ an oleophilic polymer tube to do the job.
When deciding which skimmer is right for a particular situation, shops need to consider how a skimmer will reach the coolant.
“The coolant sumps in different machines will have different locations and access points,” said Simon Bennett, vice president of Chagrin Falls, Ohio-based Abanaki Corp., a supplier of industrial oil skimmers.
Some sumps have overhead access, and some have side access. The first type of skimmer to be used in the machine tool industry and traditionally the most common, disk skimmers require overhead access to a sump, as well as a relatively large slot for the disk, he said.
“The most common size is a 12" (304.8 mm) dia. disk,” Bennett said. “You can get bigger, but you rarely see smaller.”
As for belt skimmers, he describes them as moderate-to-low-cost solutions that also require overhead access to a coolant sump. But belt skimmers call for a much smaller opening in the sump than disk skimmers.
Although belt skimmers need a bigger opening than tube skimmers, “it’s not a very large hole,” said Bill Burkey, president of Zebra Skimmers Corp., a maker of industrial oil skimmers in Solon, Ohio. “For a 2" (50.8 mm) belt skimmer, you might want a 3" (76.2 mm) opening in the sump. Whereas the disk skimmer (needs) a pretty large slot, and it’s a pretty big unit to fit onto the sump.”
He recommends belt skimmers to deal with heavy tramp oil loads. A 25.4 mm (1") belt skimmer can remove a gallon an hour, he said, while a 50.8 mm belt skimmer can remove up to 2 gallons an hour.
Belt skimmers are also a good choice for deeper sumps because shops can get belts with different lengths to go down as far as necessary, said Ron Wendt, product manager at Erie, Pennsylvania-based Eriez Manufacturing Co., which sells belt skimmers.
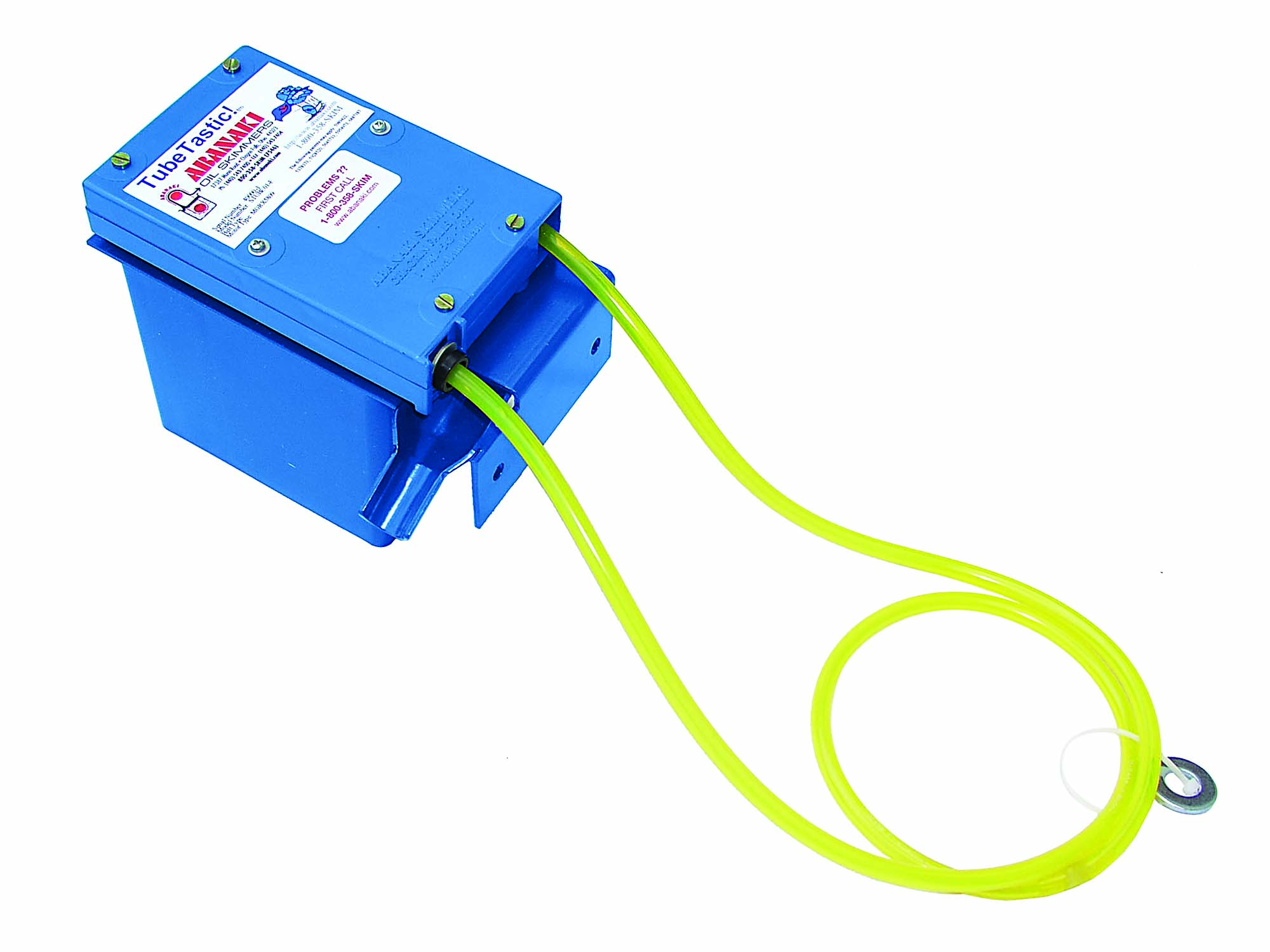
In situations in which a sump is very difficult to access, he believes that tube skimmers are a wise option because they can go in through the side of the tank. Featuring a magnetic base add-on, for example, Zebra Skimmers’ Sidewinder tube skimmer can be mounted to the side of a sump so the tube can drop in through the side. Typically, however, Burkey said shops mount tube skimmers on top of the sump where there’s an opening.

Less expensive than belt skimmers, tube skimmers “are made to get into those hard-to-remediate places,” he said. “So long as the tube isn’t brushing against a surface that would wipe off the skimmed oil, it can go almost anywhere and fit through a very small opening.”
Burkey said tube skimmers like the Sidewinder are well suited for newer machines, which normally have a lower tramp oil load because no way oil or hydraulic oil enters the sump.
“In those situations, it will get up to a quart an hour of tramp oil removal, which is a lot when it’s run 24/7,” he said. “But if there’s a very high tramp oil load, it’s much better going with a belt skimmer.”
In addition to applications with large amounts of tramp oil, tube skimmers are unsuitable for high-temperature situations. While tube skimmers should function well when temperatures are under the boiling point, Burkey points out that the tubes are made of polymers, so they melt from too much heat, as do polymer belts on belt skimmers.
“What you want for higher-temperature, more caustic situations is a stainless steel belt,” he said.
When a belt or tube skimmer is chosen, a shop needs to provide the vendor with the depth of the sump so the oleophilic element can be sized to always be in the fluid.
“If it’s up in the air, it won’t do you any good,” Wendt said, though he added that it’s better not to have the element extend all the way to the bottom of the tank because of the chips and sludge there.
Cost Considerations
Another key issue for shops trying to decide on an oil removal solution is how much they want to spend.
“In our experience, budget is the primary (factor that determines) what they’re going to use,” Bennett said, adding that the cost can range from around $300 all the way up to about $10,000.
Smaller shops with just a few machines and coolant only in the sumps usually opt for a less expensive solution, he said, while big plants with large central tanks that supply coolant to many machine sumps often choose a costly coalescer. These devices run coolant through a filter medium and return the coolant to sumps in an almost pristine condition.
Bennett said Abanaki’s systems, which are generally under $1,000, might be 90% effective at removing impurities from coolant. However, he said the extra 10% can be very important to some manufacturers, such as those involved in precision machining of metals for aerospace applications.
On the other hand, a common mistake that Burkey sees is shops deciding they want a coalescer when a tube skimmer would suffice.
If a shop has a small sump but wants a coalescer, “that’s overkill,” he said. “They’re spending way too much money for something that a tube skimmer can handle. One quart an hour doesn’t sound like a lot for a tube skimmer, but the motors are made for continuous duty, and I recommend that they’re run 24/7.”
Burkey believes that shops typically oversize skimmers — thinking, for example, that a 50.8 mm belt skimmer would do a better job for them than a 25.4 mm belt skimmer. It pays, however, to remember that there’s only so much tramp oil to be removed from a sump, and in many cases a smaller skimmer is just as effective at removing that oil as a larger one.
He also advises customers to save the coolant that is contained in tramp oil removed by a skimmer.

If the oil simply is disposed of at the end of the skimming process, “you’re throwing out good coolant, which is expensive these days, and you have to pay to get rid of that hazardous material,” Burkey said. “So you might as well return the good coolant (to the sump) and only pay to have tramp oils remediated.”
For this reason, he recommends that customers consider a diverter, a gravity separator that sits underneath a skimmer. The diverter returns good coolant to the sump and discharges only tramp oil. He said diverters cost less than $100 and pay for themselves in months.
“To me,” Burkey said, “it’s an easy decision to add a diverter to every skimmer.”
Quiet Time Needed
Once an oil skimmer is installed, it may disappoint if a shop doesn’t take into consideration the behavior of tramp oil during a machining process.
“If you’ve got floating oils, oil skimmers will remove them,” Wendt said. “But is there any oil floating on the surface?”
Perhaps not, he said, if the oil and coolant haven’t been given enough “quiet time” to separate. Oil and water can emulsify when subjected to agitation. Once a machine shuts down for a period of time in which everything is quiet, tramp oil separates from coolant and floats to the surface.
“It’s not until you have machine downtime that you want to use a skimmer,” Wendt said. “So if you’re a (high-volume) manufacturer running three shifts, a skimmer may not be the answer for you.”
For those manufacturers, he recommends a coalescer.
As for shops that aren’t running three shifts, Wendt advises them to pair their oil skimmer of choice with a cheap appliance timer, which allows users to set appliances to automatically turn on and off. Working with a timer, a skimmer can turn on an hour or two after the last shift.
“By that time, a lot of oil has had (a) chance to float to the surface,” he said. “Then (the skimmer) will run and shut itself off before the next production shift starts. That works great.”
For more information from Zebra Skimmers about installing a Sidewinder tube skimmer, view a video presentation at cteplus.delivr.com/23xet
For more information from Abanaki about implementing oil skimmers, view a video presentation at cteplus.delivr.com/2mbah
Contact Details
Contact Details

Contact Details
Related Glossary Terms
- brushing
brushing
Generic term for a curve whose shape is controlled by a combination of its control points and knots (parameter values). The placement of the control points is controlled by an application-specific combination of order, tangency constraints and curvature requirements. See NURBS, nonuniform rational B-splines.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- cutting fluid
cutting fluid
Liquid used to improve workpiece machinability, enhance tool life, flush out chips and machining debris, and cool the workpiece and tool. Three basic types are: straight oils; soluble oils, which emulsify in water; and synthetic fluids, which are water-based chemical solutions having no oil. See coolant; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- precision machining ( precision measurement)
precision machining ( precision measurement)
Machining and measuring to exacting standards. Four basic considerations are: dimensions, or geometrical characteristics such as lengths, angles and diameters of which the sizes are numerically specified; limits, or the maximum and minimum sizes permissible for a specified dimension; tolerances, or the total permissible variations in size; and allowances, or the prescribed differences in dimensions between mating parts.
- tramp oil
tramp oil
Oil that is present in a metalworking fluid mix that is not from the product concentrate. The usual sources are machine tool lubrication system leaks.
- wiper
wiper
Metal-removing edge on the face of a cutter that travels in a plane perpendicular to the axis. It is the edge that sweeps the machined surface. The flat should be as wide as the feed per revolution of the cutter. This allows any given insert to wipe the entire workpiece surface and impart a fine surface finish at a high feed rate.
Author

William Leventon is a contributing editor to Cutting Tool Engineering magazine. Contact him by phone at 609-920-3335 or via email at [email protected].
Contributors
Abanaki Corp.
440-543-7400
www.abanaki.com
Eriez Manufacturing Co.
814-835-6000
www.eriez.com
Zebra Skimmers Corp.
888-249-4855
www.zebraskimmers.com