Fired Up
Fired Up
The manufacturer of the most widely used fire-hose nozzle has continually upgraded its processes and equipment to meet its customers' needs. This article outlines the market forces and changes to its nozzle design that have driven the company to maintain a state-of-the-art shop.
The firefighting industry has always regarded Task Force Tips Inc. as a manufacturer that "thinks outside the box." The source of the Valparaiso, Ind., company's reputation can be traced back to its founder, Clyde McMillan"and to a paper napkin.
McMillan headed up the Gary (Ind.) Fire Task Force volunteer fire department during the 1960s. The firehoses of the day frustrated him because fluctuations in water pressure negatively affected the stream exiting a hose's nozzle. A sudden drop in pressure can have dangerous, or even deadly, consequences for a firefighter manning a hose.
McMillan realized that the solution to the problem lay with the nozzles. At the time, they were the cone-shaped pieces of brass that most people associate with firehoses. The nozzles, also known as "tips," came in a variety of sizes and had to be changed as pressure or water volume changed.
While mulling over the problem one Sunday morning in 1968, McMillan sketched the design for a new nozzle on a napkin. It automatically compensated for any drop in water pressure, ensuring a constant flow exiting the nozzle. The key to his design was, and still is, a spring-loaded baffle (Figure 1). When a firehose experiences a sudden drop in pressure, a spring retracts the baffle. This action narrows the area where water exits and maintains the flow until normal pressure resumes.
By 1969, McMillan was producing nozzles based on his design. He originally started out in his basement, working on a manual lathe and mill. The nozzles quickly grew in popularity and soon came to be regarded as the industry standard. In fact, according to TFT, all of today's automatic nozzles operate according to the same basic principles as McMillan's invention.
The founder of Task Force Tips died in 1982, but his innovative spirit lives on at the company. Over the years, TFT has continually upgraded its products and processes in order to meet the changing needs of a very demanding group: firefighters. The ability to constantly adapt has been the key to the company's success.
"The entire life cycle of a product in the fire industry can be as little as five years," said TFT's production liaison, Jim Walker. "The speed at which we can successfully implement product changes is a key market advantage for us."
The following pages contain examples that demonstrate how TFT stays a step ahead in a competitive market.
Team Approach
Task Force Tips was one of the first manufacturers to realize the time and cost benefits that were possible by using CNC machines that turn and mill in a single setup. What is commonly called "multitasking" today has been a daily part of the production process at TFT since 1990.
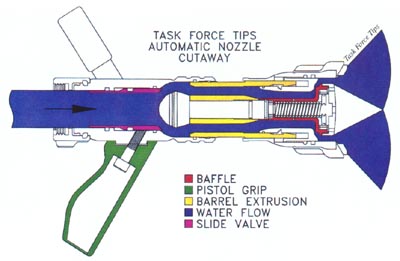
Figure 1: This cutaway shows the internal components of TFT's automatic nozzle.
The nozzle manufacturer realized, too, that to make products in the most cost-effective manner possible, its designers would need to understand the production process.
When Walker became TFT's production liaison, he was assigned the job of teaching design engineers about the basic operation and capabilities of the shop's CNC multitask turning centers. The concept was simple: The more the designers knew about the company's production capabilities, the more likely they would be to design better-performing products that could be manufactured at market-friendly prices.
According to Stewart McMillan, Clyde McMillan's son and TFT's current president and CEO, "Designing a part within a specific machine's inherent tolerance [and capability] saves both time and material costs."
McMillan estimated that the ongoing cooperation between the design and production teams allows TFT to bring products to market five times faster than before. Material savings, McMillan noted, are realized for the final product as well as for all of the prototypes that are made, tested and discarded during development.
"The real cost savings, though, is realized each and every time the job is run in the shop," he emphasized.
Continual Improvement
Throughout the 1990s, TFT's design engineers and production employees worked together to improve the design of the automatic nozzle a number of ways. One area they concentrated on was the baffle.
Originally, the baffle was actuated solely by a spring. But the spring alone couldn't deliver the desired accuracy, so TFT redesigned the baffle.
The new baffle is also actuated by a spring. What's different, though, is that TFT added a hydraulically powered piston to assist the spring. Pressurized water drives the piston as it enters the baffle through two holes that run along the cylinder section. The new system controls the baffle better as it extends and retracts.
TFT produces the aluminum baffle on a multitask CNC turning center. During the same setup, the machinist turns, mills, bores and grooves the part—and drills the two holes.
The company said that because its designers understood the turning center's capabilities, they knew that the holes could be drilled and, consequently, the product could be improved.
Another collaborative effort between design and production led to the improvement of the manual flow control at the back of the nozzle. Controlling the flow originally was accomplished by a ball valve. However, it caused turbulence, because the valve perpendicularly intersected the flow of water.
TFT replaced the ball valve with a slide valve. The patented mechanism—activated by the handle on top of the nozzle—moves in the same relative direction as the water. This significantly reduces turbulence and improves the consistency of the spray pattern.
Perhaps the best example of the close relationship that exists between TFT's engineering and production departments occurred when the company redesigned another nozzle section, the extrusion that supports the valve/baffle assembly. The center tube was originally an extrusion with six "fins" that were press-fit into the ID of the outer barrel, which is turned from an aluminum slug.
Aluminum used for firefighting equipment must be protected against corrosion. TFT has long protected its components with a hard, anodized coating applied by an outside vendor.
But while redesigning the center tube and outer barrel, TFT failed to realize the impact the anodizing vendor's coating parameters would have on the way the components fit together. The coating tolerance was ±0.0005". If too thin a layer of coating was applied, the parts might not meet the desired press-fit of 0.001", even if they were machined perfectly. If the opposite happened—there was too thick a coating on both parts—then the fins and/or the outer barrel could be damaged when they were fit together.

Figure 2: The cutaway (left) shows the finished bore of the outer barrel and the chamfer of the internal tube, which TFT cuts with a carbide-insert tool it produced in-house (right).
This forced TFT to mix and match finned parts and barrels to find ones that fit together properly. TFT asked the anodizing company to tighten the coating tolerance. It couldn't. So the nozzle manufacturer's engineers and machinists redesigned the two pieces as a single extrusion. This eliminated the press-fit problem, the costly sorting and a final assembly operation.
But it also presented a challenge: figuring out how to machine the ID of the outer barrel and center tube features as a single part. The baffle-side section of the barrel bore and center tube needed to be machined. All of the conventional trepan tooling TFT looked at was too large, and a custom tool was too expensive.
A short time before the challenge presented itself, some of TFT's employees had learned to operate a wire EDM. So they cut an insert from C-6 carbide and machined a holder from prehardened 4140 steel (Figure 2).
This custom tool now machines the barrel bore and the center tube's chamfer feature in one pass. A conventional threading tool is used to machine the internal tube thread. The single-piece extrusion is then sent out for anodizing and returns ready for assembly.
Getting a New Grip
Being responsive to market demands sometimes pushes companies to seek solutions far outside their normal sphere of expertise. That recently happened to Task Force Tips.
About a year ago, TFT's customers began requesting something that has challenged manufacturers since Henry Ford set up shop: products that come in a choice of colors. Specifically, fire departments wanted to choose the color of a nozzle's pistol grip. Their requests stem from a trend to color-code equipment so it's easier for firefighters to identify what they need while battling a blaze. But just like Ford, TFT supplied one color--black.
Painting the grips seemed to be the most logical solution. But TFT does not paint parts; it powder-coats them. Powder coatings are more durable and cheaper per part than conventional paint. Coatings are also more environmentally friendly than painting, which requires the use of highly regulated solvents and chemicals.
TFT considered using colored powder coatings but decided that maintaining a variety of powders would be too costly, as would contracting an outside vendor to paint or powder-coat the grips.
It was time for TFT to be innovative again. The project team kicked around the idea of producing the grips from injection-molded nylon. Tough and durable, nylon grips could be made quickly and inexpensively in almost any color. TFT was injection molding some plastic parts at the time, so the equipment was already in-house.
Unlike powder coatings, which have a limited shelf life, bulk nylon can be bought and stored almost indefinitely. And a relatively inexpensive proportioning system would allow TFT to easily and accurately mix colored dyes that could be purchased in small quantities at a fraction of the cost of powder coatings.
While considering this idea, some members of the project team focused on the mold that would be needed for the injection process. Prior to this time, TFT had worked with moldmakers and found their costs to be too high. In addition, moldmakers didn't always understand TFT's products or processes. So the project team decided to learn to machine the mold in-house.
Making a mold would require TFT's employees to venture into an area where they had only limited experience: 3-D machining. TFT's quality control engineer, Greg Carmack, had gained some CAD/CAM experience while working for a previous employer. He was added to the mold project team and began investigating TFT's options. Since he was already familiar with SURFCAM, TFT purchased this CAD/CAM software to create the 3-D-part program from the company's SolidWorks CAD system.
Forming the mold cavity would require TFT to produce graphite electrodes for its sinker EDM. The only machine available for the job was an 11-year-old Mazak AJV 25/404 bridge-style mill. Team members determined that upgrading it with 3-D software and sufficient memory would be too expensive. As a result, they developed a program to trickle-feed the X, Y and Z coordinates into the machine line by line. This 12MB file consisted of approximately 450,000 lines of G-code.
After only three months of work, the project team shot the first grip in the injection-mold machine. While some tweaking is still necessary, the company considers the project a big success.
The team members determined that producing the mold in-house saves 15 to 20 percent, compared to the cost of outsourcing it. A bigger benefit, though, is that machining the mold internally provides greater control over the process. In fact, TFT is now considering producing some or all of the molds it will need in the future.
TFT realized additional savings because it eliminated the machining of the complex aluminum pistol grip and freed up valuable machine capacity. Producing an aluminum grip on a vertical machining center took five minutes. A nylon grip can be shot in an injection-mold machine in only 30 seconds.
TFT now offers nylon grips in seven colors, and producing them costs 75 percent less than machining aluminum ones. Moreover, because TFT no longer needs to contract an outside firm to anodize aluminum grips, overhead costs have dropped. In fact, the company recently recycled $4,000 worth of aluminum castings that it had in stock.

Inspecting TFT's first nylon pistol grips are (left to right) Mike Bianco, plant manager; Stewart McMillan, president and CEO; and Jim Walker, production liaison. Inset: The nylon grip (left) and the aluminum grip.
More Bang for the Buck
Companies that solve manufacturing problems in innovative ways often realize benefits they hadn't initially considered. In TFT's case, for example, learning how to 3-D machine raised the technical skills of its employees. They will be able to draw on these skills when trying to improve processes in the future.
Stewart McMillan believes that thinking outside the box means never limiting yourself to those technologies that have worked in the past. Developing new processes opens employees' minds to possibilities that lie beyond just solving the problem at hand.
Multitask Machining the Baffle
A key element of Task Force Tip's automatic fire nozzle is the baffle, which the company produces on a multitask turning center.
TFT shop personnel machine the baffle from Series 6000 aluminum bar stock. The 2 1/8"-dia. bar is fed by an LNS servo-style bar loader into a Mazak SQT18M multitask turning center. The Mazak has a single, live-tool-capable turret that enables multiple features to be machined in a single setup.
TFT's production liaison, Jim Walker, explained that machining the first side of the baffle involves turning the 2.030" OD on the exit end, drilling and boring the center hole, and grooving.
The boring tools are fitted with coated, 80° diamond-shaped inserts. They rough and finish each bore, leaving a 32-rms finish. TFT drills the holes on the baffle face with conventional HSS drills. Another HSS drill, in a live toolholder, creates the holes along the cylinder for the water that powers the flow-control piston. The 0.270" slots on the baffle face are milled using a live toolholder in the turret, C-axis positioning and a 2-flute carbide endmill. The 2.790" long part is then cut off from the bar stock and unloaded with an automatic parts catcher.
The part then is sent to a second Mazak SQT18M, equipped with high-accuracy, expanding collets. The collets clamp on the ID of the cylinder end of the part and the OD turning is completed.
According to Walker, with this arrangement, TFT holds critical tolerances consistently from part to part and lot to lot. The typical tolerances on the baffle range from ±0.003" to ±0.005".

A critical component of TFT's automatic nozzle is the aluminum baffle, which the company turns, mills, bores, grooves and drills in one setup.- D. Esford
Walking the Walk
One thing that makes Task Force Tips so successful, according to plant manager Mike Bianco, is the company's commitment to technology.
"A lot of people talk the talk, but we walk the walk," said Bianco. "We spend a lot of time trying to automate systems, make them very user-friendly and make them compatible with systems where there is no compatibility."
For instance, all of the company's computers and many of its machine tool controls are configured to work together seamlessly, despite their different operating systems.
"We've got COBOL talking to PLCs talking to UNIX boxes talking to Windows boxes. People just don't do things like that all the time," Bianco said. "The system's been developed completely in-house. It's not a canned program."
Several years ago, the company integrated computers into the entire workplace in an effort to increase efficiency and decrease costs. All of the information about a job can now be accessed directly from a PC next to the machine on the shop floor or from a remote PC.
"The key was to get everything here at the machine," explained Jim Walker, TFT's production liaison. "In the old days, you had to stop and get books, blueprints or other stuff. Now I can sit at my desk and call up any drawing in the factory."

Sandra Gallegos, a TFT machinist, activates a voice recording left by an employee on an earlier shift.
In addition to making traditional job information more accessible, TFT has made other improvements. For instance, employees can record voice messages about a job at a PC next to the machine tool, making job information easily retrievable by employees on subsequent shifts.
"We can actually put a sound recording in the document at the computer," said Walker. "That's probably one of the best things we've done out here."
TFT also tracks jobs directly from the floor, allowing detailed status reports to be accessed or saved at any time. Employees can punch in a job number and immediately find out how much time has been spent on the project, how many parts have been made or how many parts need to be made.
This easy access has been implemented at the company's main facility in Valparaiso, Ind., and at its second facility, located about a mile away.
"We've also got a microwave link to the other facility," said Walker. "Before, if we needed a blueprint, we'd have to drive over there and get it. Now we can access it electronically. Also, if I make a change here, they get it over there."
TFT's success at implementing new technologies is largely due to its employees being comfortable with them.
"Some of us are just too ignorant to be intimidated by new technology," joked Bianco. "Others just enjoy tinkering and finding something new to apply."
Because of this, TFT strongly encourages its employees to be creative and to try new ideas. The payoff, said Bianco, is happier employees, higher efficiency and, ultimately, higher profits.
- Lisa Mitoraj
Just Chuck It
Besides its automatic firehose nozzle, Task Force Tips manufactures a number of other products, including industrial water cannons and equipment that dispenses firefighting foam. Additionally, TFT's sister company, Production Dynamics Inc., manufactures a self-contained collet chuck.
TFT formed PDI in 1990 largely to help TFT solve a problem. The nozzle manufacturer wanted to feed 3.00" bars through the spindle bore of an Okuma LC30 lathe. The 3.05" bore was large enough to accommodate bars that size. But the machine's hydraulic drawbar clamping system, a common feature on CNC lathes, took up 0.58" of space that would be needed by the bar stock. TFT decided that buying another CNC lathe just to get a bigger bore size would be wasteful.
So PDI began manufacturing a collet-style chuck that did not need a drawbar in the spindle bore. The collet mechanically grips the part and is released by applying shop air pressure. Since the grip is mechanical, a part cannot fly out of the chuck if the pressure is unexpectedly released.

TFT's sister company, Production Dynamics, manufactures a collet-style chuck that doesn't require a drawbar.
The entire clamping system is incorporated in the chuck body, making a drawbar unnecessary. This design feature creates extra space that can be used for larger-diameter bars. Insert "pads" allow the collets to accommodate square, hex or round bar stock.
Today, PDI chucks are used around the world.
- D. Esford



