Face Off: Turning Performance
Keys to maximizing productivity when facemilling steel.
Keys to maximizing productivity when facemilling steel.
Facemilling during a roughing operation generates a higher metal-removal rate (mrr) than any other type of milling. The mrr indicates the productivity of cutting. Therefore, it is necessary to remove as much material as possible.
The maximum mrr is limited to the nominal machining power and available torque value (at the selected spindle speed) of a given machine tool. Therefore, it is important to calculate the power and torque requirements to achieve the desired mrr. The required machining power should not exceed the nominal power of a given machine tool. In addition, the torque value should not exceed the allowed torque applied to the arbor mounting, and the calculated cutting force should not exceed the force that the cutting edges of the inserts can withstand.
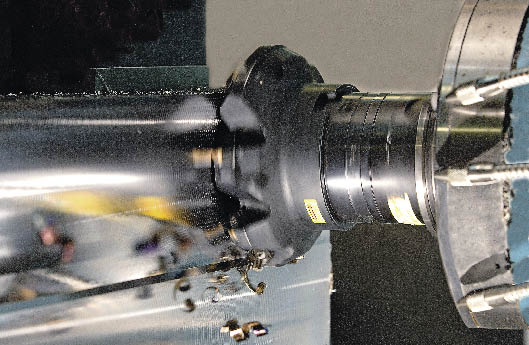
Courtesy of Sandvik Coromant
A CoroMill 345 cutter facemilling steel. The cutter accepts double-sided inserts with eight cutting edges. The tool offers full cutting-edge backing and insert-seat stability through shims with strategic support islands that match insert rake faces. These protect the cutter body should an insert break. By having a more positive axial inclination at small DOCs, the facemill offers a soft cutting action with low axial pressure on the workpiece, according to the company.
This article describes popular cutters for facemilling steel made by Sandvik Coromant Co., Fair Lawn, N.J., and Kennametal Inc., Latrobe, Pa. Calculations of the cutting force, torque and machining power requirements associated with these cutters are based on the tool geometry and the cutting data recommended by the two companies.
The following methods of calculating the required machining power are used for comparison and analysis.
1. The conventional method is based on the unit power values and the mrr as shown in the Machining Data Handbook from Metcut Research Associates Inc., Cincinnati.
2. Calculation methods recommended by Sandvik Coromant, which is based on the specific cutting force (not power), mrr, true rake angle and conversion factor.
3. Calculation method developed by the author and described in his book Engineering Formulas for Metalcutting, from Industrial Press Inc., New York. Kennametal used this method.
Sandvik Coromant Cutter
David Öhlund, milling development specialist, recommended applying the CoroMill 345 cutter and the following cutting data for rough facemilling.
Workpiece: AISI 4140 alloy steel (Coromant Material Classification No. 02.1) with a hardness of 200 HB.
Facemill cutter: catalog item number A345-102R38-13M
Cutter diameter (Dc) = 4.0 “
Number of inserts (Z) = 7
Indexable inserts: catalog item number 345R-1305M-PH
Carbide grade is GC4230 (ISO P25, ANSI C6)
True rake angle (γ) = 11°
Lead angle (κ) = 45°
Cutting Data:
Maximum DOC (ap) = 0.236 “
WOC (ae) = 0.7, or 70 percent of Dc, so ae = 4.0 ” × 0.7 = 2.80 “
Feed per tooth (fz) = 0.014 “
Chip thickness (hex) = 0.0099 “
Cutting speed (Vc) = 670 sfm
Kennametal Cutter
Osny Fabricio, senior product manager, global milling, recommended applying Dodeka 45° facemills and the following cutting data for rough facemilling.
Workpiece: AISI 4140 alloy steel (Kennametal Material Group P3/4) with a hardness of 200 HB.
Facemill cutter: catalog item number KSHR400HN5345C5
Cutter diameter (Dc) = 4.0 “
Number of inserts (Z) = 8
Indexable inserts: catalog item number HNGJ535ANSNGD
Carbide grade is KC725M
True rake angle (γ) = 16°
Lead angle (κ) = 45°
Cutting Data:
Maximum DOC (ap) = 0.178 “
WOC (ae) = 0.8 × 4.0 ” (Dc) = 3.20 “
Feed per tooth (fz) = 0.011 “
Chip thickness (h) = 0.0079 “
Cutting speed (Vc) = 520 sfm (first-choice starting speed)
Table 1: Type of drive and the efficiency factor.
| Type of drive | Efficiency factor (%) |
|
Direct drive (integral-motor spindle) |
94 to 95 |
|
Direct belt drive |
90 |
|
Back gear drive |
75 |
|
Geared head drive |
70 to 80 |
|
Oil-hydraulic drive |
60 to 90 |
Table 2: Comparison between the methods of calculations.
| Nomenclature | Machining Data Handbook | Sandvik Coromant | The author’s calculator |
|
Metal removal rate, in.3/min. |
41.4 |
41.4 |
41.4 |
|
Specific cutting force, lbs./in.2 |
N.A. |
246,500 |
N.A. |
|
Ultimate tensile strength, psi |
N.A. |
N.A. |
100,000 |
|
Cutting force, lbs. (sharp cutting edges) |
N.A. |
N.A |
949 |
|
Cutting force, lbs. (dull cutting edges) |
N.A. |
N.A. |
1,233 |
|
Torque, ft.-lbs. (sharp cutting edges) |
N.A. |
N.A. |
158 |
|
Torque, ft.-lbs. (dull cutting edges) |
N.A. |
N.A. |
206 |
|
Net power, hp (sharp cutting edges) |
N.A. |
23.0 |
19.3 |
|
Net power, hp (dull cutting edges) |
N.A. |
N.A. |
25.0 |
|
Efficiency factor |
0.8 |
0.8 |
0.8 |
|
Unit power, hp/in.3/min. (sharp tools) |
1.1 |
N.A. |
N.A. |
|
Unit power, hp/in.3/min. (dull tools) |
1.4 |
N.A. |
N.A. |
|
Required machining power, hp (sharp cutting edges) |
45.5 |
28.8 |
24.1 |
|
Required machining power, hp (dull cutting edges) |
58.0 |
N.A. |
31.3 |
Machining Calculations
The following calculations were performed based on the cutting data submitted by Sandvik Coromant and Kennametal.
The mrr (Q) is calculated by the commonly used formula:
Q = ae × ap × fz × Z × n (in.3/min.)
Where n is a spindle speed:
n = 12 × Vc ÷ (π × Dc)
Sandvik Coromant cutter:
Spindle speed,
n = 12 × 670 ÷ (π × 4.0) = 640 rpm
mrr,
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion