Crossing the Finish Line
Crossing the Finish Line
Honing and superfinishing are two strategies for mass finishing parts.
Numerous approaches exist when mass finishing machined metal parts, depending on the application. This article covers two of them: honing and superfinishing.
When looking to improve the form of a bore, including the bore geometry and finish, part manufacturers can employ honing, said Dennis Westhoff, business development manager for St. Louis-based Sunnen Products Co., which is celebrating its 100th anniversary this year. "Everything we make related to honing is to generate the perfect cylinder."
Sunnen's honing offerings include an extensive line of machines, tools and abrasives. The machines include horizontal and vertical models. Traditionally, horizontal machines, or tube hones, are for honing long components with long bores, such as landing gears, rifle barrels and hydraulic cylinders. Westhoff explained. "In many cases, it's easy to load and unload out of a horizontal machine with an overhead crane arrangement."
In addition, smaller horizontal machines, which can be found in many toolrooms and job shops, are available to hone a variety of small parts with varying bore sizes, he noted.
In large-diameter bores, however, the honing tools are heavy, creating a situation where the effects of gravity can shift the centerline of the bore, Westhoff said. A counterrotation fixture for the workpiece can offset that shift by rotating the workpiece during honing to maintain the required centerline position.
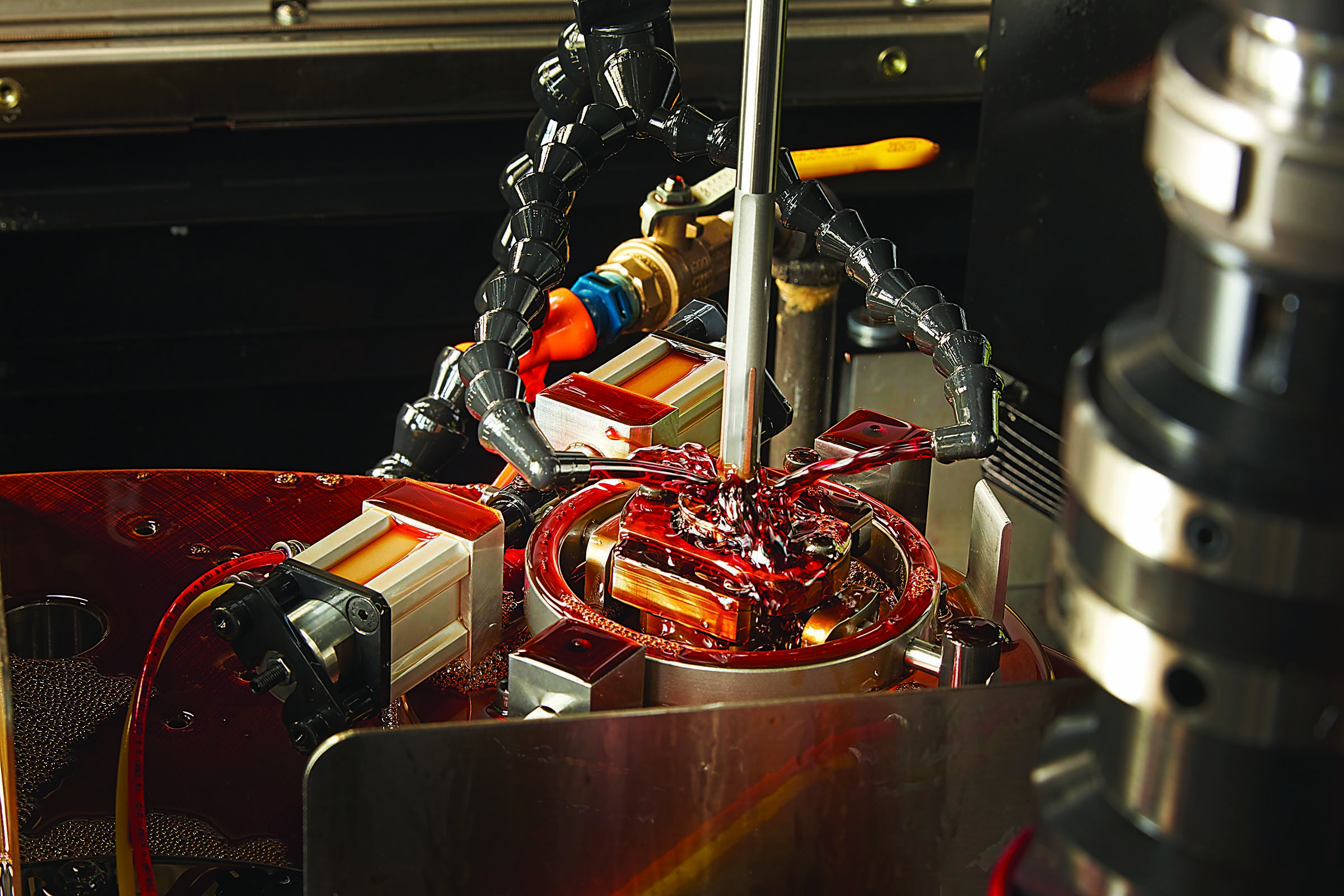
All of Sunnen's honing machines are designed for wet honing, mostly with oil (pictured) but also using water-miscible fluids. Image courtesy of Sunnen Products
If the parts are appropriate, a vertical machine provides a solution to avoid a centerline shift, Westhoff added. Compared to a horizontal platform, a vertical arrangement is "more production worthy" because multiple vertical spindles can be arranged side by side to perform roughing, semi-finishing and finishing, for example. "You basically can stack three machines, in essence three vertical spindles next to each other, to perform those three operations."
Regardless of the orientation or application, he noted that all the company's honing machines are designed for wet honing, mostly with oil but also using water-miscible fluids. "I've been doing this for over 27 years and maybe have honed a few pieces by hand — dry — over the years."
It's common knowledge that honing is used to generate a crosshatch pattern on a bore's ID for oil retention. When the part is for some type of internal combustion engine, the specification for crosshatch pattern generally includes an angle for the pattern and surface finish requirement, Westhoff said. "There are probably way more applications where there is no defined crosshatch."
In addition, some honing applications require a crosshatch pattern that is flattened so shallow as to be undetectable in the bore, he noted.
Bore Refinement
Nagel Precision Inc. is another builder of honing machine tools. Nagel builds conventional stroke honing machines and "precidor" honing systems that it developed. Precidor honing provides form and dimensional accuracy down to 0.001 mm (0.00004"), which is achieved using a precidor tool with an adjustable honing mandrel fitted with a cutting layer designed for the machining task, the company reported. The complete cutting process is made in one stroke, but more strokes are possible in special cases.
For conventional honing, Jason Collins, project manager for the machine builder and cutting tool manufacturer in Ann Arbor, Michigan, estimates about 85% to 90% of production honing is done vertically, such as for finishing engine blocks, cylinders and large and odd-shaped gears. Horizontal honing is typically performed for finishing the ID on standard gears, such as piston and transmission gears.
Unlike the massive transfer systems that were common in the past where the whole line shut down when an issue arose, Collins pointed out that a vertical honing cell, for instance, is modular with redundant spindles, or bases, for roughing, semi-finishing and finishing. "The good thing is that if one of those bases happens to go down for maintenance or needs repair, you just bypass it so you can continue running production using the remaining ones."
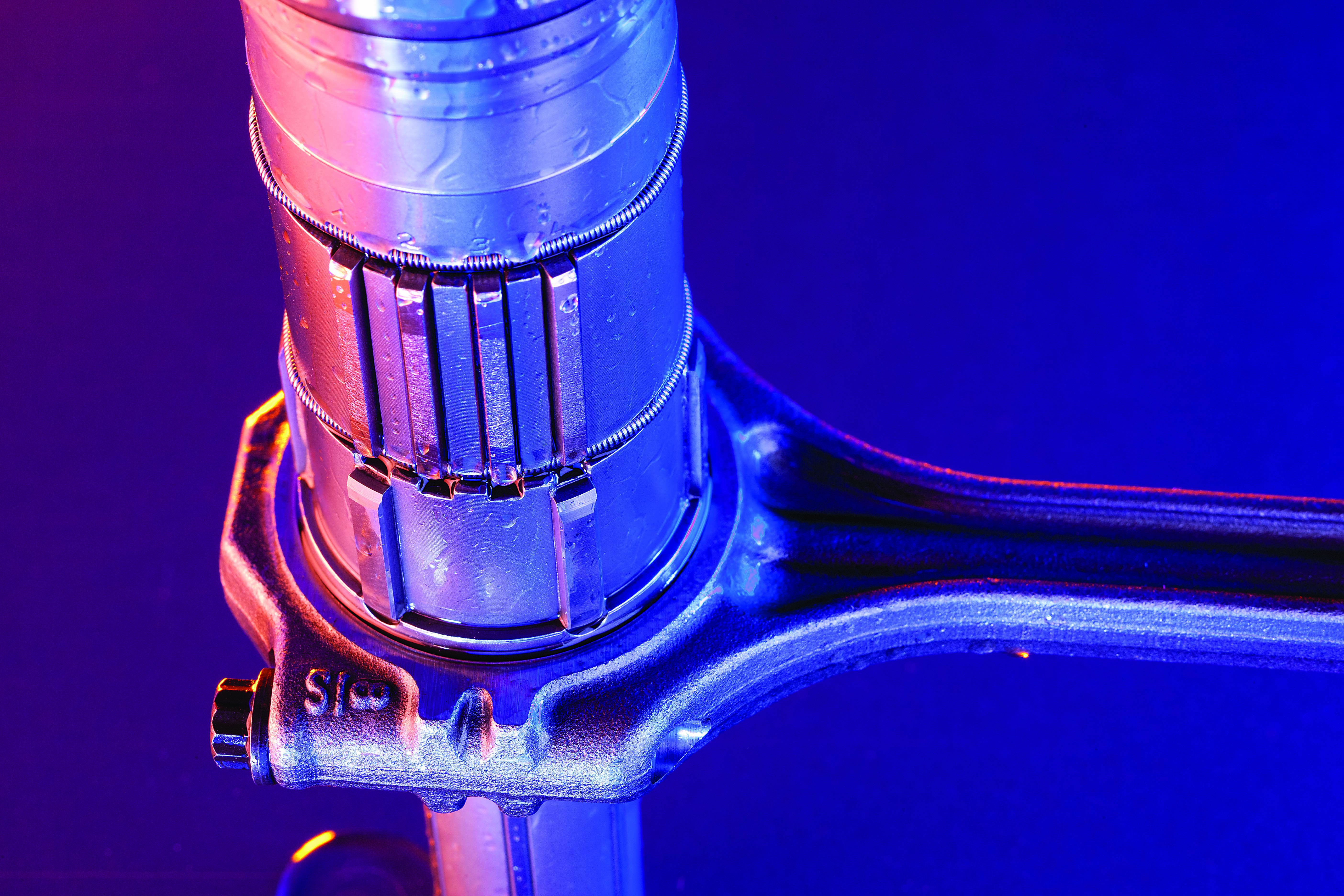
A connecting rod tool/crank bore being honed. Image courtesy of Nagel Precision.
Like other honing machine builders, he said all of Nagel's equipment is for wet honing, whether it is a water-, oil- or synthetic oil-based fluid.
In addition, Collins estimated that 75% to 80% of the company's honing machines are equipped with a robot for loading and unloading. With ongoing challenges to hire and retain workers, one operator can be placed at the beginning of a line and another at the end and "the robot will take care of the rest."
Engineered Surfaces
In addition to honing equipment, Nagel builds superfinishing machines for finishing ODs and cup wheel superfinishers for finishing flat, concave and convex surfaces. The superfinishing process essentially smooths a course or rough surface to an extremely fine finish, as fine as 0.02 Ra µm (1 Ra µin.), according to Collins.
"It's basically a mirror finish with no visible or detectable scratches on the surface," he said.
Although most superfinishing specifications call for no visible lines, Collins noted that some applications do require a fine grooved surface or crosshatch pattern for sealing and fluid retention, respectively. To remove all lines, the abrasive in a superfinisher oscillates at a frequency as high as 70 hertz — "almost a blur to the naked eye."
Having the abrasive oscillate while the workpiece is rotating not only enables a crosshatch pattern to be put into the surface but also increases the stock removal rate, said Joe O'Hearn, process engineering manager for Supfina Machine Co. Inc. in North Kingstown, Rhode Island. The company builds machines for superfinishing inner and outer rings of antifriction bearings, centerless finishing of cylindrical workpieces, flat finishing of fuel injection components, and plunge finishing of transmission shafts, camshafts and crankshafts.
The crosshatch pattern on the workpiece surface is beneficial for lubricant distribution, O'Hearn explained. If a circumferential pattern is required for a rotating seal surface, the end user can start with oscillation to achieve the needed stock removal and then turn off the oscillation for the final few seconds of rotation to create a circumferential lay pattern.
Whether or not visible grooves are needed, a superfinishing machine uses a vitrified stone or abrasive tape, or polishing paper, to improve roundness, straightness, cylindricity or other geometric features on parts ranging in size from handheld to major internal engine components. Collins said a superfinishing process, which usually removes 3 µm to 5 µm (0.0001" to 0.0002"), typically requires two to three steps to impart the specified finish. For example, a part is roughed with a 40 µm to 60 µm tape, semi-finished with 15 µm tape and finished with 9 µm tape.
"Once you get below 9 microns, the results are primarily visual," he said. "But there have been some machines where we use 6 µm tape just to really make it shine."
Supfina's superfinishing machines use either stone or tape, O'Hearn said, noting that machines are available to use both but on different work heads within the same machine. "Some of our attachments can use either abrasive tape or stone, but a production machine would typically only use tape or only use stone." The attachments are designed to be mounted on a conventional grinder or the toolholder of a manual or CNC lathe.
Tool Types
A vitrified stone is a more common tool for centerless through-feed superfinishers, Collins added, which are used for finishing cylindrical parts such as bearings, shock absorber shafts, piston pins and track pins. For larger components, such as balance shafts, camshafts and crankshafts, the use of abrasive tape is the norm.
O'Hearn said European manufacturers tend to superfinish more parts with stone than in the U.S., where the majority of machines use abrasive tape. He concurred that stone is almost exclusively used for bearings, piston pins, shock absorber rods and similar rolling elements, usually in through-feed superfinishers, "which I think of as the classic superfinishing machines. Through-feed machines are designed to have six to eight stations where it gives the user the flexibility to put in different abrasive stones and try to achieve the best combination of stock removal and surface finish, roughing in the first stations and then getting the final finish with the subsequent stations."
For most applications, the stones are made with conventional aluminum oxide or silicon carbide abrasive, and the abrasive film is almost always aluminum oxide, O'Hearn noted. Diamond film is used for hard materials such as tungsten carbide, and bearing races made of M-50 steel are often roughed with vitrified CBN stones before being finished with a conventional abrasive.
Although some end users consider superfinishers as lapping or honing machines, according to O'Hearn the most common competing process to superfinishing is grinding. "I've heard from customers that they can achieve the finish with grinding as far as the Ra spec on the print, but whether it's from their customer or from experience, they still use a superfinishing process because there is some underlying benefit to that process that goes beyond just what the Ra reading is."
When a superfinishing machine is needed, the ongoing trend is to add automation, he said. Supfina typically sells its machines as robot ready, so customers can add automation when they're ready. Operators might manually load and unload machines initially as production begins, and then engineers introduce automation once all of the processes are proven to be stable.
Of course, some part volumes lend themselves to automation from the get-go. "Transmission and engine components are almost always automated," O'Hearn said, "because they're looking at volumes that are on the order of let's say 250,000 to 350,000 per year per machine — if not more."
In addition to ID grinding, Sunnen's Westhoff said that lapping and even reaming compete with honing, depending on the application and part specification. While a reaming tool cannot achieve as tight a tolerance as a hone, in some cases the reamer's tolerance will be good enough.
"In the world of hydraulic cylinders, honing competes with skiving and roller burnishing," he said. "Each have their place within that market."
When honing is employed, one challenge end users face is new materials, including difficult-to-hone alloys and different coatings that are applied via thermal spray or plating, according to Westhoff. For example, a bore might be honed before coating it and then honed again to correct the coated geometry or improve the surface roughness.
As it overcomes challenges, Westhoff said Sunnen continues to introduce honing machines targeted at different applications, production levels and price points, such as the newest SV-3000 series vertical machines and the all-electric HTE-1600W Tube Hone for small-diameter, long-bore arrangements.
"We try to provide a solution that is scaled to the requirements of the customer, capable of producing the volume to the tolerances they need and is an investment that makes the most sense for the customer," he said. "It's one of the reasons why we have so many different models of machines."



