Conventional thinking: Medical Manufacturing
Anyone who's drilled a deep hole on a CNC lathe or mill knows it's not easy. Go much deeper than 10 or 20 diameters and out-of-tolerance hole straightness, chip packing and premature tool failure become real concerns. Some machine shops turn to gundrilling houses, where specialty machines and tools make easy work of holes hundreds of diameters deep or more.
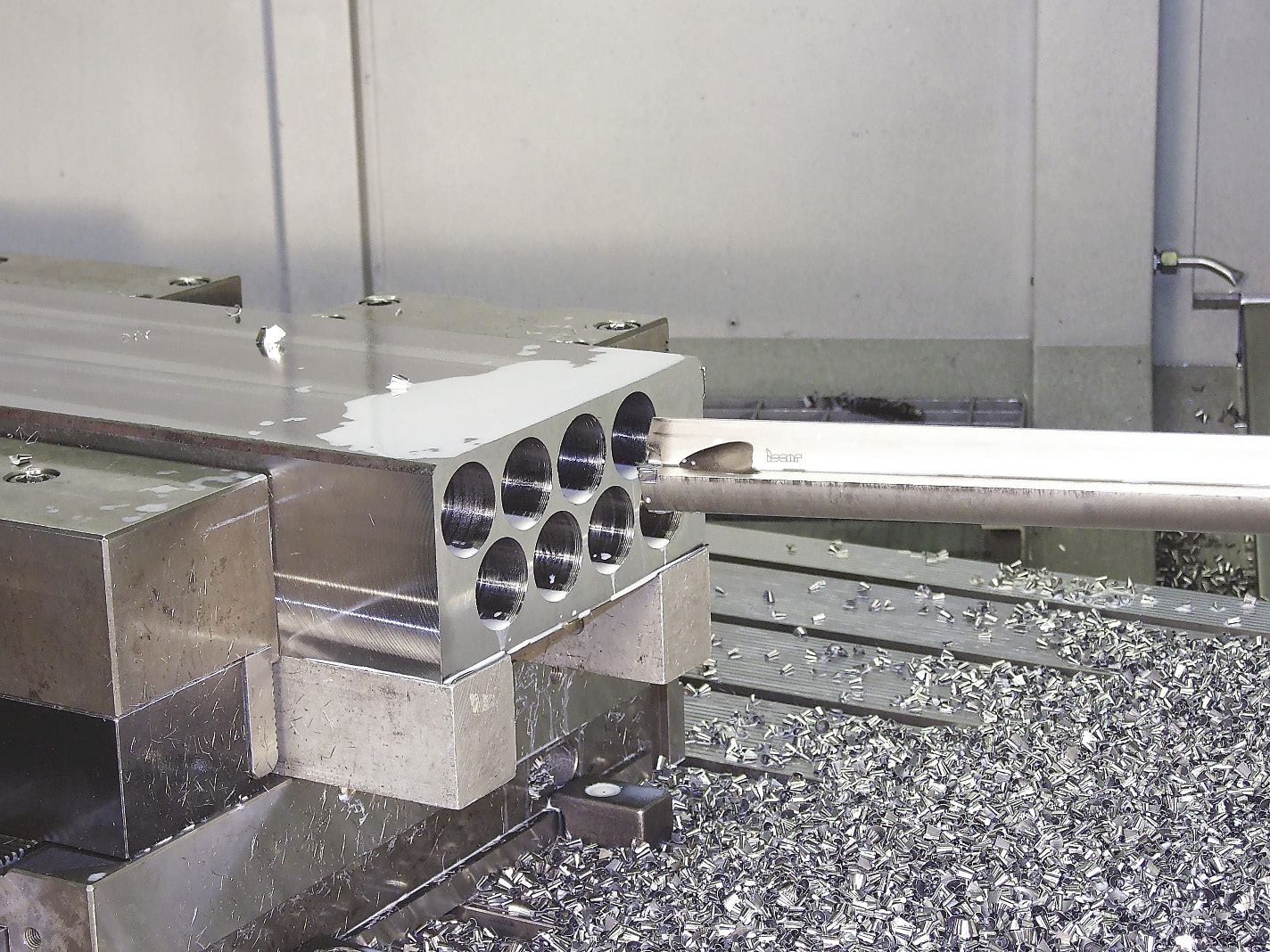
A DR-DH indexable deep-hole drill from Iscar drills a series of deep holes in a part made of high-temperature steel on a horizontal machining center. Image courtesy Iscar Metals.

Gundrills can increase productivity when deep-hole drilling on conventional CNC machines.
Anyone who’s drilled a deep hole on a CNC lathe or mill knows it’s not easy. Go much deeper than 10 or 20 diameters and out-of-tolerance hole straightness, chip packing and premature tool failure become real concerns.
Some machine shops turn to gundrilling houses, where specialty machines and tools make easy work of holes hundreds of diameters deep or more. Unfortunately, this means shipping the parts, incurring additional costs and increasing lead time to customers. Surely there’s a better way.
There is. Jeff Augustine, director of new business development for Drill Master Eldorado Tool Inc., Milford, Conn., said the only thing preventing most shops from performing gundrilling on conventional CNC machines is lack of knowledge. “People just don’t know they can do it,” he said.
High-pressure coolant is probably the most important consideration for gundrilling on a shop’s existing machines. Augustine said sufficient pressure is needed to force chips down the drill body and out the hole. “You might get by with 200 to 400 psi on drills 2″ in diameter or larger, but the miniature holes drilled in medical devices could require 1,500 psi and higher.”
He also recommends applying cutting oil rather than water-soluble cutting fluid, but if the latter must be used, a filtered nonsynthetic fluid with extreme-pressure additives is best, and the coolant should be mixed to an emulsion mixture of 10 to 12 percent.
Any Machine Will Do
Doug Holley agreed. As the general manager of Sterling Gun Drills Inc., North Bennington, Vt., Holley provides application advice for gundrilling everything from pool cues to rifle barrels and said the process “works fabulously” on most any material, from plastics to superalloys.
Holley said spray mist should be considered on open machines or when high-pressure coolant is unavailable. “Our spray-mist delivery system uses 100- to 125-psi compressed air and water-soluble coolant, creating an atomized mist that eliminates heat, lubricates the carbide tip and clears chips with air pressure,” he explained. “It can produce holes at around 60 percent the rate of a dedicated gundrill, a pretty good result for using a machine that’s already in-house. It’s also cost-effective; a ½”-dia. drill will consume 1 gallon of fluid every 4 hours, using spray-mist hardware that costs under $2,000.”
When good drills go bad: This is the likely outcome if the machine spindle is engaged prior to positioning the gundrill tip in the starter hole. Image courtesy Iscar Metals.
Although CNC equipment is the primary producer of gundrilled holes, even that old manual engine lathe in the corner can be converted into a decent gundrilling machine. “You have to make sure the available feed rate is low enough,” Holley noted. “A 0.250″ gundrill in steel might feed at just 0.0005 ipr, which is tough to achieve on a manual machine. In this case, special gearing or an auxiliary feed motor to drive the tool might be needed. Alignment is also very important. Some people just mount a block of steel on the saddle and bore the toolholder directly in the machine. This works pretty well and takes advantage of a machine that otherwise might sit idle.”
On milling machines, Holley warned to never rotate the tool while it’s outside the workpiece. “Imagine a 5⁄16” drill that’s 16″ long. The carbide tip is much heavier than the tube, so if you start the spindle before the drill is engaged in the pilot hole, it will almost certainly bend or even break, possibly becoming a dangerous projectile,” he said.
Dedicated gundrilling machines have a guide bushing and antiwhip guides to support the tool along its entire length. These prevent flexing and bowing of the drill during machining and allow the drill to operate without centering. Conventional lathes and mills, however, require a pilot hole in the workpiece that’s 1 to 2 diameters deep and 0.0005″ (0.0127mm) to 0.0010″ (0.0254mm) larger than the gundrill. The gundrill must then be positioned in the hole while the spindle is idle, after which the coolant is turned on, the spindle is engaged and drilling begins. At depth, all is stopped and the drill is removed, Holley explained.

Bi-tip gundrills from Star SU have an auger-like helix ground in the body and are an effective alternative to conventional gundrills when drilling challenging materials. Image courtesy Star SU.
Let’s Go Tubing
Chris Cella, product manager for Star SU LLC, Hoffman Estates, Ill., said traditional single-flute gundrills are made of a formed steel tube with a brazed carbide tip, making them relatively inexpensive to manufacture. However, the call for shorter cycle times has led to several variations on this basic deep-flute design, including a double-flute gundrill that offers up to twice the feed rate of its single-flute brethren. These do have limitations, however.
“When you introduce a second cutting edge, it reduces the room available for chip evacuation,” Cella said. “This limits it to short-chipping materials, such as cast irons, some cast aluminums and some steels.”
For stainless steel, extruded aluminum and other materials that generate long, stringy chips, a single-flute gundrill remains the go-to tool. Hole depth also plays a factor in drill selection. Some toolmakers offer milled or ground gundrills with bodies made of heat-treated steel or even carbide. These work well for holes 30 diameters deep or deeper or where straightness greater than the 0.001″ per inch of hole depth typically achieved with gundrilling is needed, and can be used on conventional machines. Cella noted the greater rigidity of these tools also enables higher feed rates and less vibration, thus improving tool life and hole quality.
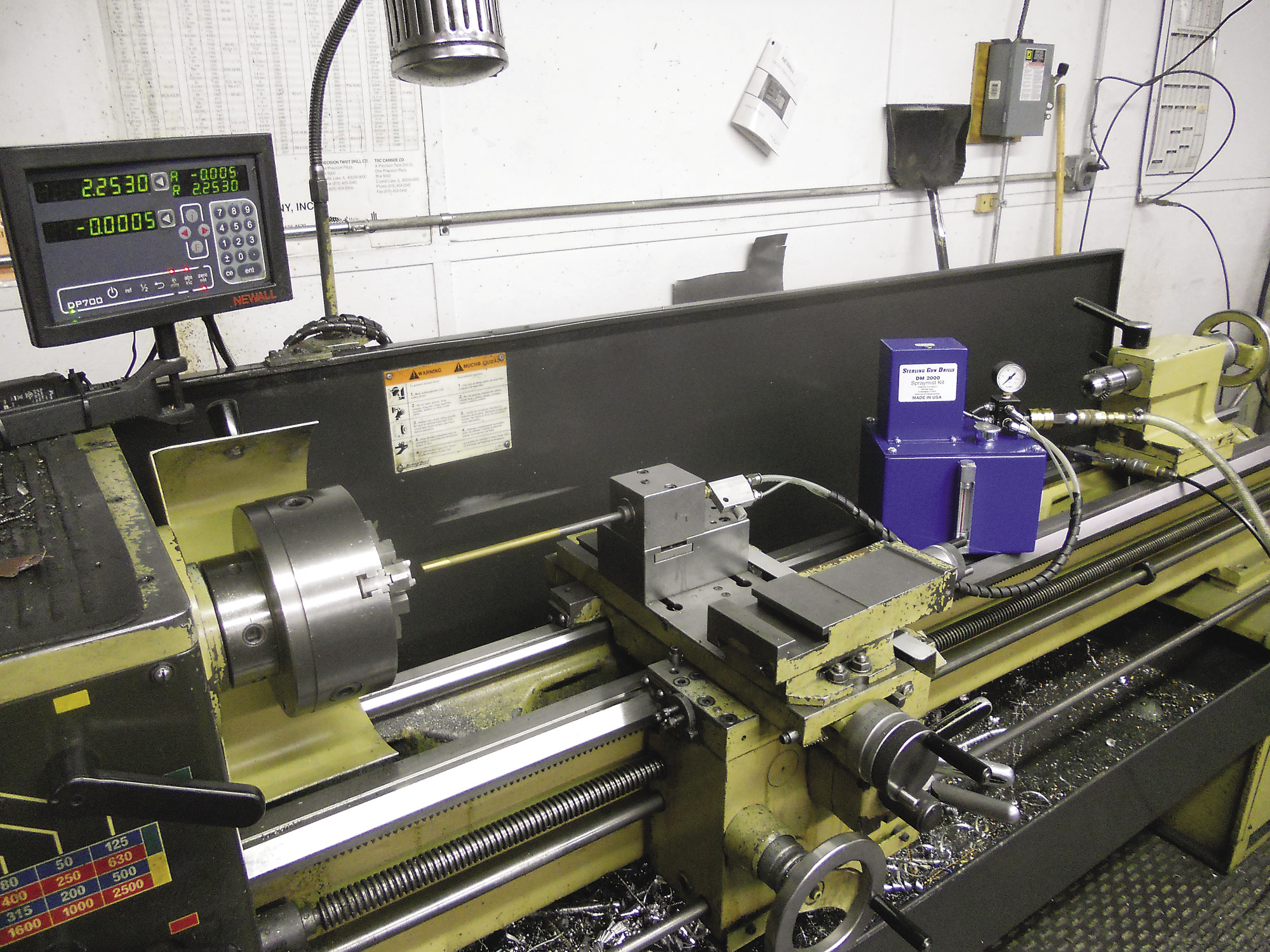
Sometimes any machine will do when gundrilling. Here, an engine lathe has been equipped with a spray-mist unit and the tool block carefully aligned to make an effective gundrilling machine. Image courtesy Sterling Gun Drills.
Rigidity aside, supporting long drills such as this remains a problem on conventional machines. A steady-rest-equipped CNC lathe might be used to help guide a long drill, but machining centers typically have no such capability. In this situation, he recommends applying a series of drills, each one progressively longer than the last. “Let’s say you need a 1⁄4“-dia. hole, 30″ deep. Some shops drill the first 10″ with a short gundrill, then use a second tool to achieve 20″ of depth and a third drill to finish the hole.”
Cross-holes are another potential problem. Most gundrills have a single coolant hole. When drilling hydraulic housings, crankshafts and similar parts, coolant flow to the cutting edge is lost when the tool breaks through into intersecting passages and cavities, as these present an alternate route from which high-pressure fluid can escape. The result is dramatic heat increase, chip packing and, quite often, tool breakage. To avoid this, Cella recommends a gundrill with two coolant holes: one traditional hole exiting the end of the drill and a second hole directing coolant to the cutting edge. This maintains a constant flow of cutting fluid around the drill during breakthrough to prevent catastrophic failure.
Making Choices
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
January 2016



