I started my CNC training changing tools on a new mill. That first step was important. Just the act of changing a tool let me interact with the machine and controller in a way that gave me confidence and let me know that the machine wasn’t out to get me. In a weird way, the machine didn’t seem to know or care that I was a rank beginner.
I knew right away I was going to like the relationship. The movement of the table, spindle and toolchanger, combined with the processing power of the controller, was enticing. I wanted to learn more.
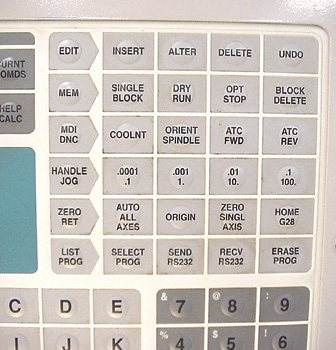
The MDI, ATC FWD and ATC REV buttons help when changing tools. Image courtesy of J. Harvey.
One of the first programs I concocted was for drilling on that machine. Once the program was running and started drilling holes, I thought, “We have a winner here! If nothing else, this machine is a drilling maniac.” I was surprised at how easy it was to change feeds and speeds, as well as how quickly the machine components moved to different
locations.
I was also surprised by how uncomplicated the machine was to set up. There are just a few things a machine needs to know before it can run a program, such as where the starting point, or origin, of the part is—just like on a conventional mill.
Not everything about operating a CNC machine is uncomplicated, though. For example, one time when our shop got some new machines, our lead man got stuck on the step that involves pressing the power-on button, waiting for the controller to boot up and then pressing the power-up/restart button. He didn’t know he had to press the power-up/restart button after pressing power on. Therefore, he couldn’t get the machine to do anything. The sad thing is, because of his initial disappointment or lack of ambition, he never touched the machine again.
When you press the power-up/restart button, the machine will run through a short routine to calibrate itself. Once everything stops moving, you can proceed.
When executing tool changes, MDI (manual data input) is the only mode that allows you to manually change tools. When you press the MDI button, the MDI screen appears. You don’t have to enter anything in this screen to make manual tool changes.
Pressing the ATC FWD button in MDI cycles the automatic toolchanger forward. In turn, pressing the ATC REV button cycles the ATC backward. You don’t need any toolholders in the machine to use these features. Cycle the tool change a few times, until you get used to the action and noise. Always keep your hands out of the machine when cycling the toolchanger.

Line up the spindle lugs when installing a tool manually. Image courtesy of J. Harvey.
Type “T1” (or any tool number) with the controller keys. Then press either the ATC FWD or ATC REV button. The tool carousel will cycle T1 into position, and the actuating arm will install that tool in the spindle if it is in the carousel. The machine doesn’t know if a toolholder is in the carousel or not. If T1 is not in the carousel, you can manually install one.
When inserting a toolholder in the spindle manually, it’s important to line up the spindle lugs with the slots in the toolholder as you press the tool release/engage button on the side of the spindle housing.
When you press the PROG button, a prompt will come up in the screen asking if you want to erase the program. Press Y (yes) to get rid of the code, but don’t worry about losing any vital information. MDI mode is used primarily as a scratchboard for small and temporary programs.
You can now enter a program on the screen.
Related Glossary Terms
- automatic toolchanger
automatic toolchanger
Mechanism typically included in a machining center that, on the appropriate command, removes one cutting tool from the spindle nose and replaces it with another. The changer restores the used tool to the magazine and selects and withdraws the next desired tool from the storage magazine. The changer is controlled by a set of prerecorded/predetermined instructions associated with the part(s) to be produced.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- toolchanger
toolchanger
Carriage or drum attached to a machining center that holds tools until needed; when a tool is needed, the toolchanger inserts the tool into the machine spindle. See automatic toolchanger.
- toolholder
toolholder
Secures a cutting tool during a machining operation. Basic types include block, cartridge, chuck, collet, fixed, modular, quick-change and rotating.
Author

James A. Harvey is a machinist and moldmaker who has worked in shops across the U.S. for nearly 40 years. Harvey’s Shop Operations column for Cutting Tool Engineering magazine is adapted from information in his book “CNC Trade Secrets: A Guide to CNC Machine Shop Practices,” published by Industrial Press Inc., South Norwalk, Conn. The publisher can be reached by calling (888) 528-7852 or visiting www.industrialpress.com. By indicating the code CTE20OFF when ordering, CTE readers will receive a 20 percent discount off the book’s list price of $29.95.
