Applications for machining titanium alloys are on the rise, especially in the aerospace industry. This growth results from more carbon fiber-reinforced polymer being put into aircraft for weight reduction purposes, according to Scott Walker, chairman of Mitsui Seiki (U.S.A.) Inc., Franklin Lakes, New Jersey. He explained that the composite material increases a plane’s susceptibility to electrolysis erosion when introduced into structures that traditionally incorporated a significant amount of aluminum. “A battery is basically carbon fiber, aluminum and water. That is why titanium has migrated. When you had all aluminum, you did not have that issue.”
Most titanium machining applications involve Ti6Al4V (6% aluminum and 4% vanadium) while others typically need Ti-5553 (5% aluminum, 5% molybdenum, 5% vanadium and 3% chromium) and 10-2-3 titanium (10% vanadium, 2% iron and 3% aluminum).

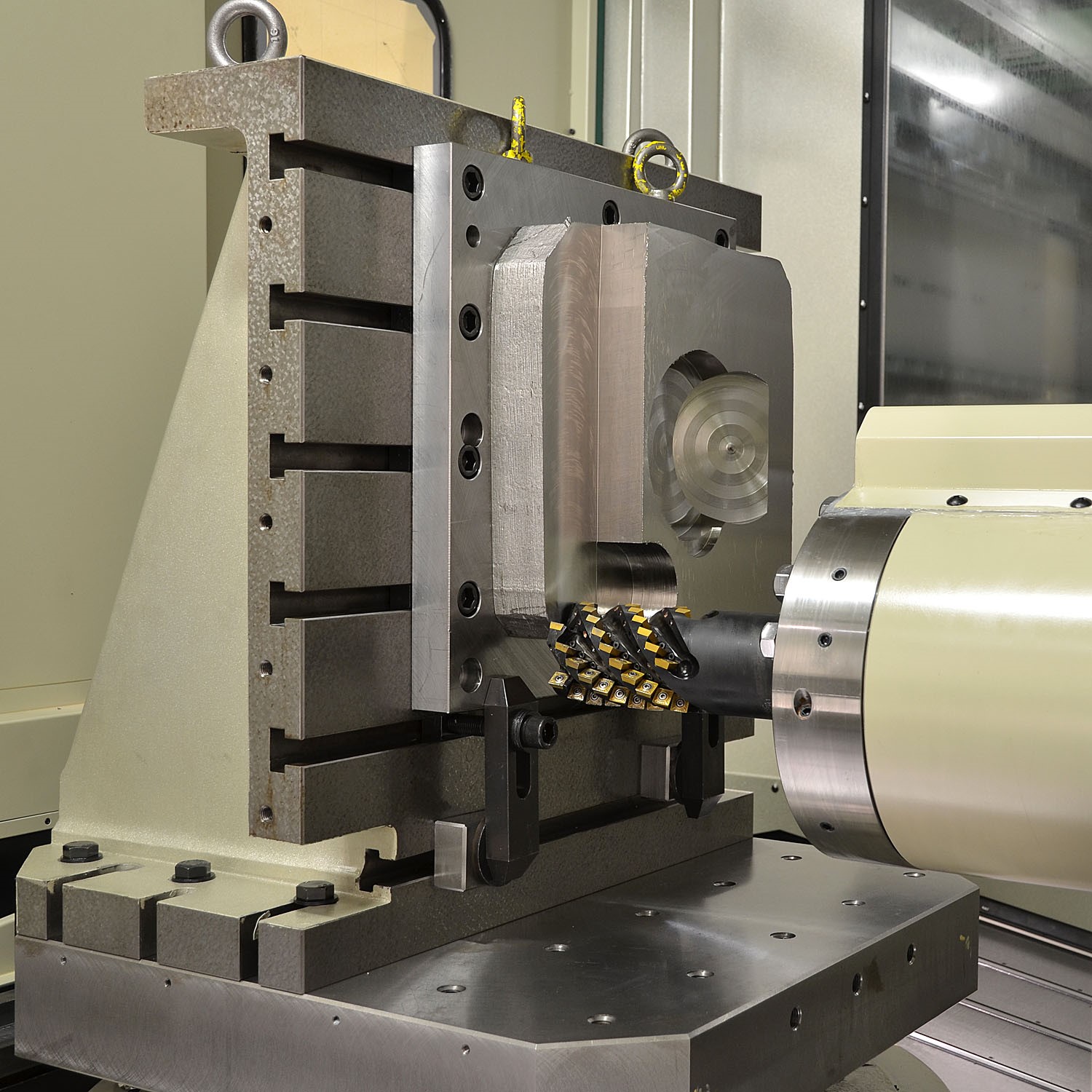
A Mitsui Seiki 5-axis trunnion horizontal machining center machines a titanium aerospace component. Image courtesy of Mitsui Seiki
“A lot of aircraft guys have tried to steer away from 5553 and 10-2-3 because of the difficulty and cost of machining it,” Walker said. “However, those materials are still required on the high-stress areas on the aircraft, like engine mounts, side body cords and landing gear components.”
To help jet engines run hotter and lighter than current designs, titanium producers are developing and testing new grades that might be even more challenging and costly to cut, he noted.
In the Cut
Effectively machining titanium, an element with the atomic number 22, begins by having the proper cutting tools. One toolmaker with offerings targeted at titanium is Allied Machine & Engineering Corp., Dover, Ohio. Other than Allied’s 4TEX indexable carbide drill, the best option for drilling titanium, according to Field Sales Engineer Nate Craine, is Allied’s APX drill with a special replaceable insert.
Although some end users consider titanium a heat-resistant superalloy, that’s not the case. “A lot of people like to lump titanium into the same category as high-temp alloys, but it’s its own breed of material that needs to be treated differently,” Craine said.
He emphasized it’s critical to understand that friction and inadequate chip evacuation cause titanium to workharden while being drilled. As a result, a titanium workpiece with a hardness of 32 HRC might workharden to 50 HRC inside the hole, which makes every process that follows drilling more complicated. “You could potentially destroy a boring tool,” Craine said.


During tool life testing at a customer’s facility, this 2.5"-dia. drill produced six holes per T-A insert for a total length of 90" and two to three holes/edge with a –PWHR insert or four to six holes/edge with a –PW insert when drilling Timetal 17 (Ti5Al2Sn4Mo2Zr4Cr) with a hardness of 34 HRC at a cutting speed of 82 sfm and a feed rate of 0.0035 ipr. The high-strength, deep-hardenable forging alloy is primarily used for jet engines. According to Allied Machine, chip formation was much better when drilling at 131 sfm and 0.0055 ipr, but tool life can drop if the machining parameters are excessive. Image courtesy of Allied Machine & Engineering
One way to help avoid that problem is by selecting a tool with the proper relief angle so it doesn’t rub the workpiece material. “In titanium, you have the propensity for the material to pinch the side of the drill, so we developed a geometry designed for greater success,” Craine said.
Although that application-specific design requires the drill to run at a lighter feed rate, most titanium aerospace applications, for example, don’t have a need for speed, Craine added. “The material costs are more of a concern. If you can get that job done without damaging the part, then that’s a success.”
In addition to the relief angle, a drill must have the correct rake angle and hone to effectively cut titanium, noted Kevin Vanderbeck, East Coast field engineer for Allied Machine.
However, producing a cutting edge with the correct hone is a balancing act, according to Craine. Too much of a hone and the tool performs like it is dull, while an edge that is too sharp is prone to chipping.
To further enhance its T-A drills, Vanderbeck said Allied Machine performs a proprietary process “affectionately called the ultragrind” to create the ideal cutting edge for increased tool life and chip control. “That process minimizes fracture points along the cutting edge,” he added.
Without proper chip formation, titanium chips can become like ribbons and hard to evacuate. “If you are drilling anything more than three times diameter, that long ribbon will bind up and seize your tool,” Vanderbeck said. “It goes bad real quick, and a lot of times you don’t have time to hit that e-stop. By the time you see it, it is too late.”
Keep It Cool
Tool coatings and coolant play important roles when combating the high level of heat generated from cutting titanium. For coatings, Vanderbeck recommends TiAlN or Allied Machine’s proprietary AM200 or AM300. The advantage of AM200, he noted, is that the coating achieves the same level of lubricity to overcome built-up edge as TiAlN but at a lower temperature.
Craine added that Allied Machine offers polished inserts with AM300 coating to minimize the chance of titanium sticking to the coating.
The combination of a rigid machine tool and a strong spindle connection is ideal for cutting titanium. Being able to precisely machine titanium at maximum removal rates requires close attention to the machine tool, the tool/workpiece interface and the spindle connection—the “handshake” between the machine tool and the toolholder. Image courtesy of Mitsui Seiki
But without an ample supply of coolant, even the most heat-resistant coating will struggle. “The more coolant you can get, the better,” Craine said, adding that it must be a water-soluble solution instead of oil because titanium is flammable. For that same reason he also recommends that the coolant be delivered through the tool. “I’ve drilled a one-times-diameter hole with flood coolant, but that is as deep as I would go in most circumstances.”
Although one East Coast manufacturer running straight oil as coolant didn’t have problems with flammability, the company definitely wasn’t achieving optimum results. Oil is necessary for lubricity and reduction in friction, but water is also important as it pulls remaining heat away from the cutting zone.”
Once Vanderbeck’s New England-based customer switched to a water-soluble coolant, it achieved longer tool life than when the company originally had started using straight oil, he added. “Tool life is much longer and more stable, and their chiller isn’t working as hard as it once was when they used oil and struggled to manage the dissipation of the heat.”
Vanderbeck pointed out it’s essential to maintain coolant at the correct concentration, which is a bit higher for titanium applications. “I strongly recommend that manufacturers consult their coolant supplier for the best coolant concentration for their titanium applications.”
A Changing Strategy
As cutting tool manufacturers design cutters that have significantly more positive rake angles, not as much cutting force is required to shear titanium compared with past offerings, said Mitsui Seiki’s Walker. This change enables end users to achieve the same metal removal rate with less thrust. Cutting titanium with a machine tool that provides high torque and high-force axial feed capability is the strategy.
He added that toolmakers are producing cutting edges that can handle more heat while evacuating chips more efficiently, which enables higher cutting speeds. “In the old days, we would cut around 180 sfm. Today, they are at 340, 440, 540 sfm.”
From a machine tool design standpoint, machine builders must increase the torque profile and be able to run at a higher rpm to increase the mrr, Walker said. “For example, back in the day when we were building hard-metal machines, we would have 2,000 ft.-lbs. of torque at 106 rpm.” When running at 300 rpm, the torque curve drops significantly and the torque becomes insufficient to maintain the same speeds and feeds, he added. “This means the gearboxes now need to be built to accommodate 2,000 ft.-lbs. at 400 rpm instead of 100 rpm. The gearboxes need to have wider gears and be more robust to be able to take the stock removal advantage that you can now get with these new cutters and thrust capabilities over the 75,000-hour life target of the machine tool.”
For instance, about 4,000 lbs. of thrust force on an axis is needed to remove about 20 in.3/min. compared with the previous requirement of 5,000 lbs., he added.

Caron Engineering’s TMAC system can monitor multiple sensor channels simultaneously and from any network-connected device, including smartphones. Image courtesy of Caron Engineering
Another change is the necessity to have active damping in the machine to control chatter based on the longer range of cutting impact frequencies than in the past, Walker said.
Because cutting titanium at a peak performance level puts heavy demands on a machine tool, machine builders must rise to the occasion to remain competitive. Boeing Co., for instance, requires 98.5% spindle availability time, Walker said. “That means whenever you want to use the machine, 98.5% of the time it needs to be available to run. You need to monitor that asset and predict the maintenance schedules to fix things that are going to break before they break.”
Power Monitor
A monitoring system Mitsui Seiki installs on its machine tools is Tool Monitoring Adaptive Control from Caron Engineering Inc., Wells, Maine. TMAC monitors the spindle drive, and an increase in power indicates tool wear, said President Rob Caron. “We also do adaptive control, so we can take over the feed rate and achieve a constant power cut by modifying the feed rate in real time.”
He explained that the system monitors “true power” instead of current to provide a more linear signal over the range of the spindle motor load and function as a more accurate indicator.
“If the motor is lightly loaded, with current you don’t get a very linear signal or a very good representation of what is going on,” Caron said. “It’s much better when the motor is heavily loaded. By monitoring true power, your signal is absolutely linear whether you are monitoring a light cut or a heavy cut.”
By continuously monitoring the power drive, the system reduces the feed rate only when a cutting tool starts to load up or degrade or when the material thickness or hardness increases, Caron said. “So whenever we can go faster, we will, whereas without the system the customer has to program basically worst-case scenario, never knowing when a thicker or harder spot is going to happen or when the tool is going to break down a little more.”
Feeding higher when appropriate enables end users to reduce cycle times. Caron Engineering doesn’t provide any guaranteed reduction but reports that it ranges from 20% to 60% with TMAC. “In the titanium area, it is rare to ever see under a 30% reduction,” Caron said. “The cycle time reduction gets higher as the materials get more challenging.”
Although successfully completing a titanium part can take precedence over speed, every aerospace company, for example, is being asked to reduce production costs, according to Caron, and tool monitoring is an effective way to minimize expensive parts becoming boat anchors. “We give them the ability to prevent scrapping a part by removing a tool when it is supposed to be removed.”
The system also helps overcome the challenge of finding workers with the ability to hear and understand when a tool breaks down, Caron added. “Typically, there needs to be an operator right there keeping an eye on the machine. We can do this type of work automatically, so it allows the machine to run
unattended.”
Contact Details
Contact Details
Related Glossary Terms
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- built-up edge ( BUE)
built-up edge ( BUE)
1. Permanently damaging a metal by heating to cause either incipient melting or intergranular oxidation. 2. In grinding, getting the workpiece hot enough to cause discoloration or to change the microstructure by tempering or hardening.
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- cutting force
cutting force
Engagement of a tool’s cutting edge with a workpiece generates a cutting force. Such a cutting force combines tangential, feed and radial forces, which can be measured by a dynamometer. Of the three cutting force components, tangential force is the greatest. Tangential force generates torque and accounts for more than 95 percent of the machining power. See dynamometer.
- cutting speed
cutting speed
Tangential velocity on the surface of the tool or workpiece at the cutting interface. The formula for cutting speed (sfm) is tool diameter 5 0.26 5 spindle speed (rpm). The formula for feed per tooth (fpt) is table feed (ipm)/number of flutes/spindle speed (rpm). The formula for spindle speed (rpm) is cutting speed (sfm) 5 3.82/tool diameter. The formula for table feed (ipm) is feed per tooth (ftp) 5 number of tool flutes 5 spindle speed (rpm).
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- hardness
hardness
Hardness is a measure of the resistance of a material to surface indentation or abrasion. There is no absolute scale for hardness. In order to express hardness quantitatively, each type of test has its own scale, which defines hardness. Indentation hardness obtained through static methods is measured by Brinell, Rockwell, Vickers and Knoop tests. Hardness without indentation is measured by a dynamic method, known as the Scleroscope test.
- lubricity
lubricity
Measure of the relative efficiency with which a cutting fluid or lubricant reduces friction between surfaces.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- rake
rake
Angle of inclination between the face of the cutting tool and the workpiece. If the face of the tool lies in a plane through the axis of the workpiece, the tool is said to have a neutral, or zero, rake. If the inclination of the tool face makes the cutting edge more acute than when the rake angle is zero, the rake is positive. If the inclination of the tool face makes the cutting edge less acute or more blunt than when the rake angle is zero, the rake is negative.
- relief
relief
Space provided behind the cutting edges to prevent rubbing. Sometimes called primary relief. Secondary relief provides additional space behind primary relief. Relief on end teeth is axial relief; relief on side teeth is peripheral relief.
- straight oil
straight oil
Cutting fluid that contains no water. Produced from mineral, vegetable, marine or petroleum oils, or combinations of these oils.
- titanium aluminum nitride ( TiAlN)
titanium aluminum nitride ( TiAlN)
Often used as a tool coating. AlTiN indicates the aluminum content is greater than the titanium. See coated tools.
- toolholder
toolholder
Secures a cutting tool during a machining operation. Basic types include block, cartridge, chuck, collet, fixed, modular, quick-change and rotating.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
Contributors
Allied Machine & Engineering Corp.
330-343-4283
www.alliedmachine.com
Caron Engineering Inc.
207-646-6071
www.caroneng.com
Mitsui Seiki (U.S.A.) Inc.
201-337-1300
www.mitsuiseiki.com
