Walk into a machine shop and chances are good there will be at least one wire or sinker EDM. Machine shops EDM everything from custom in-house tooling to production parts, but many general shops don’t have the inclination or the capital to invest in a top-of-the-line EDM that’s needed to quote many jobs. Fortunately, EDM job shops are more than happy to bid for any work. But what goes into the decision to outsource?
Internal Machinations
Crow Corp., Tomball, Texas, has performed wire EDMing for the past 20 years, according to President Keith Jennings. The machining and fabrication shop started with a used Charmilles machine, and, after trying a number of brands over the years, now uses a Mitsubishi model.
“The whole reason we bought one in the first place was because we needed to make some dies and hard tooling, either for our customers or to improve how we were running our own products on our stamping equipment or press brakes,” Jennings said.

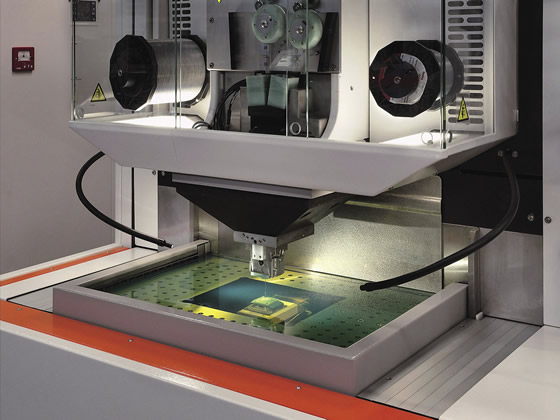
Courtesy of GF Machining Solutions
A probe performs in-process gaging on a wire EDMed part.
Production work is also possible if the need arises, he added, but the primary purpose of the EDM is to avoid outsourcing expensive projects, such as tooling to speed up a job with a unique bend.
Needless to say, having an EDM is useful, but a shop shouldn’t buy more machine than it will regularly use. That’s where EDM houses, like Houston-based Reliable EDM, come in.
“It doesn’t make sense for a machine shop to buy a high-end machine that’s going to sit unused for months or will only run basic jobs,” said Phil Sommer, vice president of operations for Reliable. “When you outsource that work, you get to shop the job around and pick the shop that offers the best price. So, if your shop doesn’t get a lot of EDM jobs, you can actually increase productivity through outsourcing, rather than trying to keep it all in-house and dealing with the limitations of what you can afford to own and know how to operate.”
Tweaking Tolerances
Where do those limits come into play? According to Eric Ostini, product manager for GF Machining Solutions LLC, it boils down to three main machine areas: accuracy, part-volume capability and features. The Lincolnshire, Ill., machine tool builder sells a range of EDMs, from entry-level to high-end models.
“The real question is, what are you missing out on by using a lower-cost machine?” Ostini asked. For example, a shop might save $50,000 by buying a less capable EDM, but must determine how much it will cost to farm out the work the machine can’t handle. “If I can do 90 percent of my work on that machine, then it might be just what I’m looking for—depending on what my work is and how much volume that last 10 percent makes up.”
Courtesy of GF Machining Solutions
Automatic wire changers, such as on the CUT 2000S from GF Machining Solutions, feature twin wire spools. This allows multiple gauges of wire to be used in the same job.
Courtesy of Wire Cut
High-end wire EDMs can maintain tighter tolerances than entry-level machines.
Regarding accuracy, if a job calls for tolerances that a shop’s EDM can’t hold, the shop can either buy a higher-quality machine or find someone with an EDM that can.
“With an entry-level die sinker, you might be able to tweak it enough to make it work, but most machine shops have a wire EDM if they have anything,” he said. “That’s a completely different animal. If a radius shows up as out of tolerance, there’s not much to be done—you can’t tweak a wire machine.”
Milt Thomas, president of Buena Park, Calif., EDM house Wire Cut Co. Inc., agrees that tolerances are a major concern.
“Entry-level machines today are quite good,” he said, “but if the shop is uncomfortable with some especially tight tolerances, it might make sense to outsource. With EDMing, it’s not uncommon to be running jobs with tolerances of ±0.0002", so even though a shop may have an EDM to make punches and dies for internal use, they might not want to run production parts because of the machine’s tolerance limitations.”
Some entry-level machines can hold ±0.0002" (5µm), but higher-end machines can hold ±0.0001" (2.5µm) or tighter, according to Ostini.
“That seems like a small difference, but ±0.0002" on wire work can make a huge difference in the finished product,” he said.
Crank Up the Volume
For Crow Corp., achieving tight tolerances isn’t the primary concern for its mid-level EDM, Jennings said. “It’s not the fanciest model, but it’s beyond entry level and the tolerances are extremely tight—less than 0.0001"—so the limitations that we come up against are part volume and size.”
With only one EDM, tackling high-volume production jobs isn’t always practical, he continued, and while the shop has considered upgrading to a larger size (the current machine can handle workpieces up to 14", or 356mm, thick), the shop hasn’t received enough requests for larger jobs to justify the purchase. As a result, Crow Corp. outsources larger workpieces, as well as jobs that come in when the machine is booked up or under maintenance.
“That’s an obvious downside to having one of anything,” Jennings laughed. “Aside from that, as long as it’s cost-effective, we’ll run it ourselves.”
Reliable EDM, on the other hand, operates more than 90 machines, 24 hours a day, 6 days a week, Sommer said, allowing the company to offer competitive prices and specialize in big and tall parts.
“I would say probably 35 percent of our work comes from machine shops outsourcing their work, pretty evenly split between wire and sinker. Volume, difficulty, capacity—it all comes down to delivery. If they can’t deliver the product to the customer, on time, while meeting the specifications, they need to outsource that part of the work.”
Because it operates some of the biggest EDMs available, Reliable can even wire EDM through 62" (1.58m) of substrate, Sommer said. “Those machines are ridiculously expensive, but while a shop might not be able to afford their own, they can afford to have us do the work for them.”
Wire Cut also offers additional services, such as the costly certification needed by its aerospace customers. National Aerospace and Defense Contractors Accreditation Program (NADCAP) certification is often required for aerospace work, Thomas explained, and involves an audit that costs Wire Cut $5,000 to $7,000 each year.
A general machine shop with an EDM might not have that certification. “There are a lot of restrictions in terms of controls and documentation, and you can’t take it lightly,” Thomas said.
“NADCAP primarily governs things like heat treating, plating, EDMing—things where you can’t see what you’ve done to the metal,” he continued. “You can see the dimensional changes, but you can’t see if the high-frequency EDMing process, for example, has altered or affected the base material, so you have to control the process. Repeatability is so important, because that’s the only way to eliminate some of these variables. You have to be able to go to the documents and verify that the process was completed the right way, every time.”
Other industries, such as automotive and medical, also have strict certification requirements for EDM work. “When you start getting into some of the really involved work, integrated circuits and such, you need a high-end wire or die-sinker machine to get the job done,” said Ken Baeszler, product manager for GF Machining Solutions. “There’s no way around it. If you don’t have one, you’ll need to find someone who does.”
Feature Focus
The broadest of the three capability categories, “features,” incorporates a breadth of EDM capabilities. While older, functioning machines may still be serviceable, technology advancements have rendered many technologically obsolete.
“I’ve been in business for 37 years, starting with one Andrew Engineering wire machine,” Thomas said. “Since then, we’ve continually added new machines, gone from copper wire to brass, and used additional types of new wires with different coatings, tempers and alloys, which help when machining different kinds of surfaces. These days there are auto-threading and unattended-burning capabilities, which are really great, and some of the newest machines let you monitor the whole process on your cell phone.”
Nonetheless, many shops still run machines that are years, even decades, old instead of buying even an entry-level EDM with enhanced capabilities.
“So many shops are unwilling to give up the ghost on their 30-year-old machines that work but have none of those modern features,” said GF’s Baeszler. “Those machines work well as support equipment, but they just don’t have the capability to be profit centers.”
In addition, he continued, the older machines tend to consume more energy, leading to higher expenses than their newer counterparts.
GF’s Ostini added: “Standard, entry-level machines also have limitations when it comes to what types of material they can cut. Good-quality cutting capability for something like PCD, carbide or some of the more exotic materials might involve adding optional technology to an entry-level EDM, or might not be available at all without upgrading to a higher-level machine. Even graphite-cutting technology might not come standard on some entry-level machines.”
In addition, many entry-level machines may not offer automation or power supply upgrade options, severely limiting efficiency, Baeszler said, and higher-end machines have more power control, enabling them to impart a much finer surface finish—2µin. Ra as opposed to the 10µin. Ra finishes most entry-level machines are capable of.
“Also, it’s important to consider the internal radiuses on the jobs you’ll be running,” Ostini said. “If the print demands that the inside radius on the part has to be 0.002", that means you’ll have to go in with a 0.003"-dia. wire. Not a lot of entry-level machines can handle wire that small.”

Courtesy of GF Machining Solutions
High-end EDMs often feature automated parts loaders for unattended machining.
The wire, he explained, must accommodate both the radius of the part and the spark gap of about 0.0020", so in the example given, a 0.0040" wire would have a radius of 0.0022", necessitating the 0.0030" wire and its 0.0017" radius-plus-spark gap.
Another factor to consider is the shop environment, particularly temperature control. “If you’re holding a ±0.0001" tolerance, the air temperature or the temperature of the dielectric alone can account for more than that margin,” Thomas said. “To eliminate that variance, our entire facility is air conditioned and all of our machines are fitted with water temperature controllers.”
That level of control is mandatory for achieving tight tolerances, Baeszler concurred. “If your shop can’t maintain the necessary level of thermal stability, it doesn’t matter how good your machine is, you aren’t going to be able to maintain the necessary tolerances.”
Perfect Fit
Ultimately, whether or not a machine shop has an EDM, it will probably be necessary to outsource jobs from time to time. According to Reliable’s Sommer, it typically comes down to production issues, such as the workpiece being too big for the shop’s EDM to handle, or the production volume being too great to keep up with. But whether intended as a support machine or a profit center, a basic EDM can be a useful tool in a machine shop’s production arsenal—as long as it’s carefully selected so as not to be a liability.
“It’s important to remember that EDMs are very finicky, high-maintenance items,” Sommer said. “You’ve got water, fluids, electricity—all of that stuff in one place, so the most important thing to think about is which company provides the best maintenance. There’s a lot that can go wrong, and you don’t want a machine that’ll be more trouble than it’s worth.”
The other important consideration is determining which machine provides the right functionality for the jobs at hand.
“If you work with a lot of materials that are questionably conductive, there’s a machine out there for you, but it’ll be different from a machine you’d use for cutting high taper,” Sommer said. “If you’re doing high production, you want to see which machine has the most reliable threader. And if you can’t find one in your price range that will do the job, then maybe it’s time to outsource.” CTE
Contributors
Crow Corp.
(800) 642-2769
www.crowcorp.com
GF Machining Solutions LLC
(800) 282-1336
www.gfms.com
Reliable EDM
(800) 947-3336
www.reliableedm.com
Wire Cut Co. Inc.
(800) 494-7328
www.wirecutcompany.com
Related Glossary Terms
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- electrical-discharge machining ( EDM)
electrical-discharge machining ( EDM)
Process that vaporizes conductive materials by controlled application of pulsed electrical current that flows between a workpiece and electrode (tool) in a dielectric fluid. Permits machining shapes to tight accuracies without the internal stresses conventional machining often generates. Useful in diemaking.
- hard tooling
hard tooling
Tooling made for a specific part. Also called dedicated tooling.
- in-process gaging ( in-process inspection)
in-process gaging ( in-process inspection)
Quality-control approach that monitors work in progress, rather than inspecting parts after the run has been completed. May be done manually on a spot-check basis but often involves automatic sensors that provide 100 percent inspection.
- polycrystalline diamond ( PCD)
polycrystalline diamond ( PCD)
Cutting tool material consisting of natural or synthetic diamond crystals bonded together under high pressure at elevated temperatures. PCD is available as a tip brazed to a carbide insert carrier. Used for machining nonferrous alloys and nonmetallic materials at high cutting speeds.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- wire EDM
wire EDM
Process similar to ram electrical-discharge machining except a small-diameter copper or brass wire is used as a traveling electrode. Usually used in conjunction with a CNC and only works when a part is to be cut completely through. A common analogy is wire electrical-discharge machining is like an ultraprecise, electrical, contour-sawing operation.
Author

Evan Jones Thorne, who served as associate editor of Cutting Tool Engineering magazine through February 2017, holds a bachelor’s degree in English and communications from Northern Illinois University. Evan joined Cutting Tool Engineering in October 2013.
