AM industry: Are we there yet?
Tracking the tipping point for additively manufactured metal parts.
Tipping point is defined as the time at which a series of small changes or incidents becomes significant enough to cause a larger, more important change. Whether the metal additive manufacturing, or 3-D printed, parts market is at that point depends on who you ask.
According to Terry Wohlers, head of advisory services and market intelligence at Wohlers Associates, the additive manufacturing (AM) industry is gaining traction in new ways, especially among manufacturers serving the space industry. (Wohlers Associates is now powered by ASTM International, which acquired the consulting firm in 2021.)
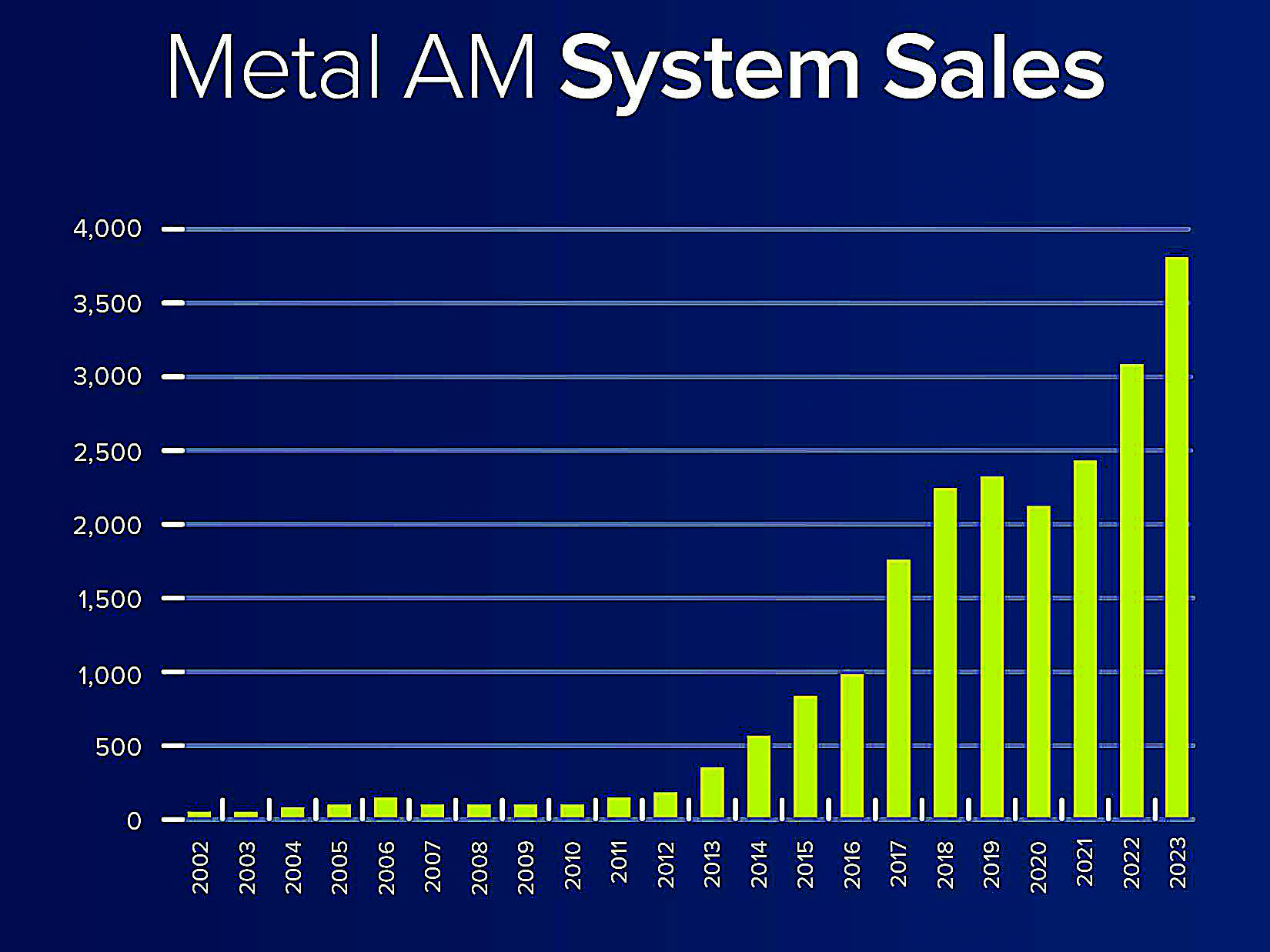
Metal AM system sales increased by 24.4% in 2023, with an estimated 3,793 machines sold, according to “Wohlers Report 2024.” Image courtesy of Wohlers Associates
What could really impact the AM industry, Wohlers noted, is when the automotive industry embraces the technology in a much bigger way. Currently, cost is a major consideration. One example of adoption by the auto industry is the Cadillac Celestiq electric vehicle, which has 115 polymer and metal parts that are additively built.
“Wohlers Report 2024,” the company’s annual report that tracks the AM industry, states that metal AM system sales increased by 24.4% in 2023, with an estimated 3,793 machines sold. The overall AM industry grew by 11.1% in 2023 compared to 18% in 2022.
Of the $3.65 billion worth of AM materials sold year last, Wohlers said 19.7% were metals. The most common metal AM process is powder bed fusion followed by directed energy deposition. “It’s still a distant second.”
The metal AM segment will see “incremental gains” moving forward, said Ted Sorom, co-founder and CEO of metal printing company Mantle Inc. in San Francisco. “To be honest, I don’t think we’ll see a true tipping point with metal additive.”
He added that when compared to how many metal parts are produced annually around the globe, the percentage made with metal additive is “infinitesimally small,” but manufacturers are finding applications for the technology that offer compelling benefits. “And that tipping point, that understanding of the match between the technologies available and what to do with them, that is happening right now in a way that we haven’t seen before.”
When the capabilities of metal AM are matched to a marketplace need, Sorom said the effect is significant. “We can deploy this technology not in an R&D setting, with a bunch of Ph.D.s poking at it, but in a production setting where it actually has a big impact on how we manufacture certain products, because for those products there are just massive wins.”
Not for Making S’Mores
Robert Bush said he will leave the task of pinpointing where the metal AM industry is at on the adoption curve to others. He is focused instead on the common goal of making AM an economic, repeatable, scalable and productive manufacturing process. He is CEO of Rivelin Robotics in Sheffield, U.K., which is the lead partner of a U.K.-funded project to deliver a digital postprocessing solution for the automated finishing of printed parts called Project CAMPFIRE (Certified Additive Manufactured Parts Finished with Intelligent Robotics Engine). Rivelin is collaborating with five partners.
Postprocessing additive metal parts comes with many challenges — it’s labor-intensive, time-consuming, filthy and sometimes includes dangerous activities involved in removing metal supports with hand tools, Bush explained. The manual method is the most common because human workers have the needed dexterity, adaptability, flexibility and knowledge to make it the best option economically. “The people who do it are heroes. They are amazing. They are absolutely skilled.”
Nonetheless, a critical skills gap exists in the U.K., U.S. and other Western economies, Bush said, which became more pronounced after manufacturers based in the West moved production to low labor-cost countries and many later decided to reshore critical supply chains. In addition, manufacturers that can find skilled labor or train people, labor costs “have spiraled out of control” and safety and health regulations have become more stringent to better protect workers, which might not exist in lower-cost economies.
A 3D-printed maxilla facial plate from Attenborough Medical. Image courtesy of Rivelin Robotics
A solution is available, according to Bush. “You can be competitive with these lower-cost companies only if you harness automation.” Rivelin, for example, offers its Netshape robots to provide autonomous postprocessing capabilities. Rather than having humans wield sanders, angle grinders, grippers, hammers and other hand tools, a robot arm brandishes them instead, he said. With automation, part manufacturers can deploy existing workers to install and maintain the robots, and work on enhancing processes and continuous improvement, among others. “It can actually be adding more value and economic growth than just doing the same task over and over again.”
Like virtually every decision that arises when choosing the best way to manufacture something, switching from removing metal supports manually to robotically is ultimately a question of economics, Bush said. “It just depends on your return on investment timelines, your depreciation cycles and your needs around those. But if we can make it work in the most stringent industries, it can be made to work in any sector.”
A Mixed Approach
One AM technology that was making strides but has taken a backseat lately is hybrid AM in which a part is additively produced and machined in the same equipment. Wohlers noted that about a decade ago, the promise of hybrid systems has since waned. “We haven’t seen it as much and it’s a work in progress.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion