A machine tool builder and cutting tool manufacturer join forces to produce integrated systems with complementary components
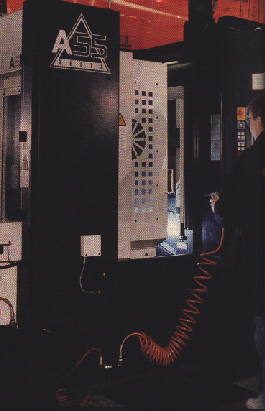
Figure 1: Kennametal engineers use this Makino A55 Delta HMC, which is installed in their technical center, to test tools in a high-speed machining environment.Up until now, the relationship between machine tool builders and cutting tool makers has looked like a horse race. First, one side noses ahead with machines or tools that offer faster speeds, greater accuracy, or expanded capacities. Or, should we say, they would offer these benefits if their counterparts on the other side could take advantage of their improved performance. After these improved products hit the market, the manufacturers of the other components must scramble to stay in the running. In the process, they design tools or machines that do not just meet the capabilities of the other sides' products, but surpass them with improvements of their own. Then it becomes the other side's turn to play catch-up.
To the user, it appears as if the two sides work in isolation. Judging from the products on the market, machine tool and cutting tool engineers don't seem to consider the capabilities of the tools or machines their creations will be used with. Rarely do machine tool builders and cutting tool makers work in concert to produce an integrated system with complementary components.
But at least two companies working in the midst of this machine-shop one-upmanship have found that they can cooperate. By sharing information and collaborating on product designs, Makino, headquartered in Mason, OH, and Kennametal Inc., Latrobe, PA, claim they are producing machining systems that surpass the capabilities of products produced in a vacuum. The Makino/ Kennametal partnership began approximately three years ago, when a representative from each organization attended a common event. From their informal discussions, a symbiotic relationship evolved. Since then, innovative processes and cutting tools have been developed for the U.S. market. Some have been patented and some not.
Makino says the collaboration allows it to take advantage of new cutting tools and techniques as it designs its machine tools. And Kennametal says that by working with a high-end machine tool manufacturer like Makino, it can develop cutting tools that take advantage of state-of-the-art high-speed machining techniques.
Representatives of the two companies say the relationship works as well as it does because the companies share similar goals, business philosophies, and management styles. As a machine tool builder, Makino provides high-end metalcutting machines to machine shops and automotive, aerospace, and die and mold manufacturers. Kennametal designs and manufactures tools for the same markets. Both companies provide technical assistance to their customers as well as hard goods, and both see themselves more as problem-solvers than purveyors of commodities.
"Both companies have a marketing approach that creates a high-performance, high-end, solution-driven environment," says Jim Hunt, Kennametal's global machine tool director. "It's an environment that encourages the development of manufacturing solutions rather than the sale of products alone. As a result, both organizations put a tremendous amount of energy, time, and resources into the process side of manufacturing-a commitment both organizations have shared prior to this relationship, as part of their working philosophies."
The line between machine builder and toolmaker has become somewhat blurred in this alliance. For instance, a number of the tools that have emerged have actually begun life on Makino's drawing boards, says Stan Weidmer, Makino process development engineer. In the course of developing a system for a particular application, Makino engineers may find that adding a new feature to the cutting tool will enhance the performance of the machine tool and part program they are designing, according to Weidmer. The engineers will take the design of the tool as far as they can, and then they will pass the design on to Kennametal, which has the resources and expertise to refine the design and produce the tool.
There is a formal agreement between the two companies, with quarterly meetings to review works in progress and new technologies that could have an impact on the other's designs. But much of the collaboration happens less formally, with local sales and service technicians regularly consulting with the other company's technical staff. For instance, a Kennametal field-service representative may contact Makino's technical center, seeking help with a particular customer's project or problem. From this consultation, a joint project may be born.
A Range of Projects
The collaboration between Makino and Kennametal takes many forms, from the design and assembly of a turnkey system for a particular application to the development of products for the general market.
On turnkey projects, Makino and Kennametal engineers work together from the start to create a fully integrated system that can incorporate machine tools, cutting tools, part programs, coolant-delivery systems, and part- and tool-handling equipment. These components are assembled, programmed, and fine-tuned by Makino and Kennametal engineers before the system is delivered to the customer. Such tight control of every element allows the vendors to guarantee the system's cycle times and precision.
The joint development of a commercial product may actually grow out of work one of the companies is performing for a particular customer or market. For instance, one of Makino's objectives is to develop processes that will allow automakers to perform all of the operations they have traditionally performed on transfer lines on horizontal machining centers (HMC). Makino's engineers have concentrated on the machine tools and programming to make this possible, while their counterparts at Kennametal have worked on the tooling end.
Sometimes, joint development simply means the two companies will use each other's machines or tools when they design and test their new products. Both companies have equipped their technical centers with the other's wares. This allows them to see how their ideas perform in conjunction with real-world components. Kennametal engineers, for instance, use a Makino machine tool in the company's technical laboratory to see how their creations will perform running on a high-speed HMC (Figure 1). At Makino, machines and programs are tested with Kennametal tools.
Both companies also share test data and programs to keep the other side apprised of discoveries they've made in their own research. As an example of the kind of data Makino has received from Kennametal, Weidmer points to the preferred-speed selection information that Kennametal passes along. Kennametal engineers generate this data with a device that is equipped with a microphone to pick up machine vibrations on the Makino machine tool in the Kennametal technical center. After analyzing the performance of a cutting tool running on the machine, the device will recommend an optimal speed. This data is relayed to Makino's engineers, who can use it to fine-tune the programs that are shipped with the machine.
A Relationship Built on Trust
A high degree of trust is needed to maintain such open communication. Each side must be assured that it can release sensitive data to its partner without the information ultimately ending up in its competitors' hands.
"We have an ongoing confidentiality agreement that allows us to jointly develop tools and processes," says Kennametal's Jim Hunt. "But a relationship that involves collaborative R&D can't function at its best within the confines of a written document. Therefore, much of the work we do is done through a common trust between the two organizations."
Weidmer says this level of trust and openness is the key to the success of the partnership. "We never really refer to the confidentiality agreement, because it's really more of a gentlemen's agreement," he says. "We're so close and so tight that we don't worry about it. That's when you really start to see the benefits, when you're not holding anything back and there are no secrets."
Makino and Kennametal market the jointly-developed technology in different ways. For instance, Weidmer says Makino will sometimes license the technology to a user with the stipulation that it be used only on a Makino machine. Kennametal typically markets its products to a much wider customer base without stipulations. Both Makino and Kennametal are free to adapt for other customers the technology they've developed for a specific application. The two companies also work with other vendors on joint projects as well. However, according to a Makino spokesman, Kennametal is Makino's preferred tooling supplier. The machine builder may seek help from other suppliers, but this is primarily for tooling Kennametal does not make.
Bearing Fruit
The Makino/Kennametal collaboration has already produced a number of new tools and processes. One is the HMC equivalent of a transfer-line process called squirt reaming. On a transfer line, squirt reaming requires the use of an expensive special tool that extends in length to maintain concentricity while machining engine-block heads. Makino, in its attempt to create a machining-center system that would perform all the functions of a transfer line, needed tooling that would achieve the same results on an HMC. Squirt reamers can't simply be loaded onto an HMC whenever the process is needed, because they are heavy tools that are not designed to be easily changed.
Makino went to Kennametal for help and discovered that Adaptive Technologies, a Kennametal subsidiary headquartered in Troy, MI, also had an interest in such a process. Makino and Adaptive Technologies worked together to develop a self-cleaning, self-centering tool that met automakers' needs. The new tool can simultaneously machine both the valve guides and seats in the cylinder heads of an automotive engine. It can use through-coolant fluid or air to actuate its reamer.
Closed-loop cylinder boring is another example of a process that has benefited from the companies' collaborative effort. "This is a good example, because we would not have been capable of doing this without Kennametal's tool," says Weidmer.
The process uses a Kennametal product called the Romicron, a very precise finish-boring tool. The position of the tool's single cutting edge can be adjusted by twisting a collar that clicks into position as it is turned. The tool is so precise that one click of the collar adjusts the cutting edge 1痠. According to Weidmer, "We realized that if we used this tool in conjunction with our machining center, and we put a special hole in this adjustment ring, we could use our machine to change diameter."
Makino was able to use Romicron tools modified with an adjustment hole to create a fully automated cylinder-boring system that can make in-process adjustments to maintain precision. To use the system, a Makino machine is equipped with both the Romicron and a very precise plug gage. By gaging the cylinder bore after it has been machined with the Romicron, the machine can calculate the amount of wear on the Romicron's cutting edge and thus figure how far the cutting edge must be moved to compensate for this wear. With special programming, the machine knows precisely how much to rotate the Romicron's collar to make the necessary adjustment.
Large-Scale Cooperation
In addition to single tools and processes, the Makino/Kennametal collaboration also has produced large-scale turnkey operations. These projects benefit from the combined expertise of the team. Turnkey planning happens in an environment where new ideas and solutions in both tool and process development are encouraged. Engineers from both companies work closely together to continuously explore machine tool technology, seeking new ways to improve tooling, speeds, and feeds by combining high-speed spindle technology, sophisticated software control, and advanced cutting tools.
One of the beneficiaries of this interaction was Lucas Varity (formerly Kelsey-Hayes), which sought help from Makino and Kennametal to design a system for its Fowlerville, MI, plant. "We saved a lot of time by having the tooling and the process developed up front," says Tom Sliwa, the Fowlerville plant manager. "By working together, Makino and Kennametal effectively optimized each others' technology."
Lucas Varity manufactures and assembles millions of anti-lock brake systems each year for such automotive manufacturers as General Motors, Chrysler, and Isuzu. To produce a wide variety of designs in large volumes, the brake manufacturer requires an agile manufacturing system that its operators can reprogram and retool quickly and easily. Makino and Kennametal created such a system for Lucas Varity, designing it around 11 cells of Makino A55 HMCs equipped with Kennametal custom tooling packages. In all, 66 machines were installed.
The cells use a broad selection of cutting tools, including carbide drills and inserts that feature proprietary designs for finishing. With these tools, Lucas-Varity's operators can machine holes of varying depths in all six sides of its aluminum brake-valve bodies at speeds up to 10,000 rpm and feeds as high as 100 ipm.
Weidmer says that about half the tools chosen for the Lucas Varity project were off-the-shelf products. The other half were designed from the ground up. According to Weidmer, most turnkey systems require more custom tools than this project took. Typically, a team of Makino and Kennametal personnel working on a turnkey will design three-fourths of the tools or more from scratch.
Custom tooling is common because of the type of customer Makino attracts, according to Weidmer. The machine tool builder's reputation as a problem solver means that it gets more than its share of projects for which there are no easy, off-the-shelf solutions. "Custom tooling packages are an inherent reality when it comes to developing flexible turnkey processes, especially when the goal is to reduce cycle time by eliminating steps and dedicated machinery," says Weidmer.
Although Makino did not custom-build the HMCs for the Lucas Varity project, Makino engineers did carefully consider the application's needs and objectives before they chose features and options for the machines that were installed. The machines' coolant systems and toolchangers (which can swap tools in 0.9 sec.) were selected to enhance the performance of the Kennametal tools used and help Lucas Varity maintain its goals for cycle times and fast part changeovers. "We can change over a cell to make a different part in about four hours," says John Hibbard, a manufacturing associate at Lucas Varity. "We just change the tools and the program, and it's back up. We would never have that flexibility with a transfer line."
Engineers from Makino and Kennametal also designed a custom, hydraulically-activated fixturing package for Lucas Varity's cells. The one-piece, integral-pallet tombstone design replaces the standard pallet that would typically be used with the HMCs. "Depending on the part family, we can get as many as eight parts on each tombstone. This makes a big difference in cycle time and throughput," Hibbard says.
Figure 2: The Typhoon, which can perform a wide range of holemaking and hole-finishing operations, was the result of a Makino/Kennametal collaboration
The general metalworking market has benefited from the partnership between Makino and Kennametal through the introduction of innovative tools. Two of the most unique products to emerge from the companies' collaboration are Makino's Typhoon and Tornado tools (Figure 2). Weidmer conceived of the idea for the Typhoon in the summer of 1996. The tool evolved out of R&D at Makino to make thread milling on an HMC more practical and productive for volume part makers. Makino enlisted Kennametal's help, and the two companies worked together to develop and refine Weidmer's initial design.
The fruits of the companies' labor will be exhibited at IMTS '98. What IMTS visitors will see is a round thread mill that can perform a wide variety of holemaking and hole-finishing operations using high-speed helical interpolation.
The Typhoon can produce holes in solid material and thread those holes as well. In certain applications it also can chamfer, spotface, counterbore, and back chamfer the holes. With its single row of axial teeth, the Typhoon can rough thread mill on the way in and finish thread mill on the way out.
The Tornado has capabilities that are similar to the Typhoon's, but its endmill section is larger. This gives the Tornado the ability to cut deeper counterbores. Also, the Tornado's series of axial teeth makes it faster than the Typhoon, since thread milling can be done all at once. The Tornado can chamfer, counterbore, and rough and finish thread in successive passes.
One of the contributions Kennametal has made to the development of the
Typhoon tool is a package that generates an NC program to guide it. Kennametal is currently working on one for the Tornado as well. This basic package produces a program using data the operator has entered about the diameter and depth of the hole's chamfer and threads.
Kennametal also is planning to produce a CD-ROM with video footage that helps prospective users determine if their application is within the range of a Typhoon or Tornado tool. If one of the tools is suitable, the user can then review a list of standard catalog tools and a programming guide that offers examples of part programs.
The Makino/Kennametal collaboration is one example of the way metalworking vendors are banding together to offer customers comprehensive engineering services. There are signs that this practice is growing. The machine tool builder Mazak Corp., Florence, KY, for instance, works with tool suppliers such as Kennametal and Valenite, Madison Heights, MI, to develop turnkey systems at its National Technology Center in Florence. Toolmaker Sandvik Coromant Co., Fairlawn, NJ, has established an OEM division specifically to work with machine tool builders.
More direct links are forged between machine tool builders and cutting tool makers through mergers and acquisitions. Machine tool builder Cincinnati Milacron Inc., Cincinnati, for instance, has added a number of tool companies to its roster. It acquired Valenite Corp. in 1993, and it purchased Widia from its German parent and the various subsidiaries of Talbot Holdings Ltd. in 1995.
Weidmer says he prefers the arrangement Makino and Kennametal have, because he believes the independence of the two partners allows engineers from both sides to express their ideas freely in brainstorming sessions. "When you have two separate entities come together, you get more of a fresh approach," he says.
The tools, processes, and systems that Makino and Kennametal have already produced show that machine tool builders and cutting tool makers can work together. As these two companies have found, collaboration can free designers from the limitations imposed by the capabilities of existing components. Working together, engineers can produce entirely new systems with components that complement and enhance each other.
Related Glossary Terms
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- counterbore
counterbore
Tool, guided by a pilot, that expands a hole to a certain depth.
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- inches per minute ( ipm)
inches per minute ( ipm)
Value that refers to how far the workpiece or cutter advances linearly in 1 minute, defined as: ipm = ipt 5 number of effective teeth 5 rpm. Also known as the table feed or machine feed.
- interpolation
interpolation
Process of generating a sufficient number of positioning commands for the servomotors driving the machine tool so the path of the tool closely approximates the ideal path. See CNC, computer numerical control; NC, numerical control.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- metalcutting ( material cutting)
metalcutting ( material cutting)
Any machining process used to part metal or other material or give a workpiece a new configuration. Conventionally applies to machining operations in which a cutting tool mechanically removes material in the form of chips; applies to any process in which metal or material is removed to create new shapes. See metalforming.
- metalworking
metalworking
Any manufacturing process in which metal is processed or machined such that the workpiece is given a new shape. Broadly defined, the term includes processes such as design and layout, heat-treating, material handling and inspection.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- numerical control ( NC)
numerical control ( NC)
Any controlled equipment that allows an operator to program its movement by entering a series of coded numbers and symbols. See CNC, computer numerical control; DNC, direct numerical control.
- reamer
reamer
Rotating cutting tool used to enlarge a drilled hole to size. Normally removes only a small amount of stock. The workpiece supports the multiple-edge cutting tool. Also for contouring an existing hole.