Abrasive waterjet systems have always provided some advantages for parts manufacturers. For one, the high-pressure stream of water and abrasive grit, usually garnet, that is delivered to the workpiece surface can cut through pretty much any material. For another, being a cold process, abrasive waterjetting (AWJ) doesn’t create a heat-affected zone.
But in its initial incarnation, AWJ was no threat to most other cutting methods because it was largely limited to 2D cutting. Ask someone to draw a picture of a waterjet system and chances are he’ll sketch something with a nozzle pointing down at a wide table to cut a flat sheet.

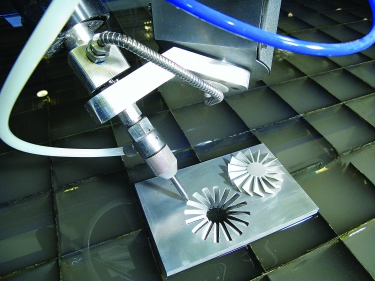
Image courtesy Flow International.
While that’s still the most common setup, waterjet cutting heads are also found on articulated robot arms and gantries for trimming the contours of airplane wings. There are enclosed 5-axis, and even 6-axis, AWJ systems. And even on a traditional setup of a cutting head over a table, that head can cut 60° angles with no taper. AWJ has become a versatile 3D cutting technology.
The Move to Z
A number of technological advancements had to be made in order for AWJ to become a dependable cutting method in the Z-axis, as well as in X and Y. “Out of the gate, getting the needed positional accuracy was the first necessity for the evolution from 1D to 3D cutting,” according to Stephen Bruner, vice president of marketing at OMAX Corp., Kent, Wash. New hardware developments, from the drive systems to the cutting head, were necessary, he noted.
Advancements in controls and software were key in the development of 3D cutting at Jet Edge Inc., St. Michael, Minn., according to Engineering Manager Michael Wheeler. The more axes that need to be coordinated to achieve a cut, the more complex the system becomes, he said. In a 1D cut—typically slitting applications—only one motor is
controlled. In a 2D system, two or three motors, depending on system configuration, need to be coordinated. “However, 5-axis cutting requires coordinating six motors. Our AquaVision Di motion controller has continuously evolved to meet the demands of adding additional axes of motion.”
Advances in cutting head technology were also necessary. One advancement was designing the head so it could automatically and accurately change its angle to cut up to 60°. For example, OMAX’s A-Jet, which was introduced in 2009, is completely programmable and automatic. “Rather than having to manually adjust, cut, adjust again, cut and so on, the user can program and impart more dynamic angling to the cuts,” Bruner said.
WARDJet’s InfiniWinder cutting head has positioning accuracies of ±0.0166°.
Another advancement was making a cutting head that could compensate for taper in the cut, said Brian Sherick, vice president of sales at Flow International Corp., Kent, Wash. As the waterjet cuts, its energy is dissipated, he explained. “It imparts a V-shape to the cut—the top of the cut is thicker than the bottom. The faster one moves the jet, the less time the stream has to remove material.”
About 12 years ago, Flow patented its Dynamic Waterjet XD system, wherein the head compensates for taper by adjusting the angle “in such a way that all of the taper is on the scrap side. The side of the part, the side that matters, has a consistent, clean cut.” The company’s Dynamic Waterjet XD is the 5-axis version of this taper-compensation technology.
The advantages of 3D AWJ are many. Jet Edge’s Wheeler said the biggest benefit is versatility. “With a traditional 2D abrasive waterjet, every part cut is a flat shape out of flat stock. With 3D abrasive waterjet, parts can be cut from
variable-thickness stock and be given diverse geometry.” Wheeler added that chamfers, countersinks and other features traditionally created by a secondary process can often be cut with a 3D waterjet.
Jeff Day, senior applications engineer at WARDJet, Tallmadge, Ohio, said applications benefitting from 3D AWJ include general fabrication tasks, such as weld preps and countersinks, and tube and pipe cutting—achieved with systems that have a rotary axis. “Aerospace suppliers also use it to minimize the machining of expensive materials,” he noted. “Scrap material in the form of chunks are more valuable than chips.”
Continuous Improvement
The advancements that make 3D AWJ possible have all been in place for years. If you haven’t taken a look at a 3D waterjet system recently, however, you’ll be surprised at how much and in how many ways the systems have improved.
“If someone last looked at waterjet 10 years ago and came in for a demonstration today, they would see a much more refined, proven, reliable and predictable process,” asserted Flow’s Sherick.
WARDJet’s Day said the accuracy and repeatability of 5-axis cutting has improved over the past decade because of improvements in motion controls—including their higher data-processing speeds—and software that compensates for inaccuracies. “Programming 5-axis parts has become easier because of the ability to program paths from imported 3D models,” he said.
Wheeler concurred. “Early 3D waterjet cutting was more 2.5D. It was used mostly for adding chamfers or controlling taper. As software has improved, complex paths have become significantly easier to program.”
Current-generation 3D AWJ software can program complex cuts. It can even automatically generate fixtures for parts that require support to maintain proper orientation during cutting, Wheeler added.
OMAX’s Bruner also emphasized the role of software. “We’ve worked over time to create a cutting model that accurately characterizes how a jet behaves while it’s cutting a part.” Variables such as part thickness and workpiece material are included to enable accurate prediction of the behavior of the jet on the part. “That’s core to basic [1D or 2D] waterjet functionality in the first place—but you certainly couldn’t add that third dimension without having a predictive ability in place.”
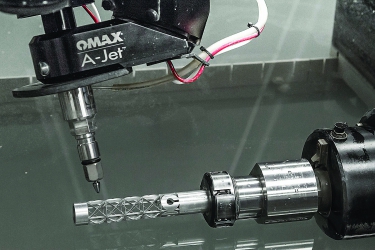
The OMAX A-Jet is completely programmable and automatic. Image courtesy of OMAX.
In 2014, OMAX introduced IntelliCAM software. Among other functions, it allows users to create 3D paths from CAM drawings, Bruner said. “It becomes the software’s task to figure out the best way to cut the part.”
Flow uses a PC-based control that’s intuitive, according to Sherick. “You don’t need a CNC machinist per se—only someone who can work in PC language, in CAD. As you peel apart the layers of the software, you can get into all kinds of customization—but the front-end user interface is very simple.” Sherick added that the simple interface is a key piece of AWJ, making it easy to operate and easy to train someone to run the machine.
Away from the zeros and ones of software, there have been great strides on the mechanical side of AWJ systems, Sherick continued. Improved pump designs are allowing higher pressures—up to 94,000 psi (6,500 bar) with the company’s HyperJet pump. “Ultrahigh pressure produces a faster cutting capability and reduces the amount of abrasive garnet needed to cut parts. Together, these reduce overall operating cost.”
He also pointed out that the acceleration/deceleration rate of the equipment is much quicker, reducing cycle time. The total throughput is faster, even if the actual top cutting speed hasn’t greatly increased. “In some cases, we’re seeing 30 percent cycle-time improvement over machines with lower rates of acceleration and deceleration, even when the top-end speed is the same,” Sherick said.
Customer-Driven Development
There is more to be done to improve 3D AWJ. Machine builders are listening to their customers’ concerns as they continue their R&D efforts. For WARDJet customers, it usually comes down to cost savings, Day said. Every step in the process, from creating the 3D model to getting the part off of the table, has an opportunity to reduce costs, he noted. His customers want predictability built into the system.
“We have seen many examples where a company will have more than one operator for a waterjet system. They can tell by the amount of work coming off the table which operator is running the machine that day,” Day said. He explained that software and processes that take some of the decision-making away from the operator and use more of a central command structure can help to reduce this variability. As a result, end users have a more-predictable work output.
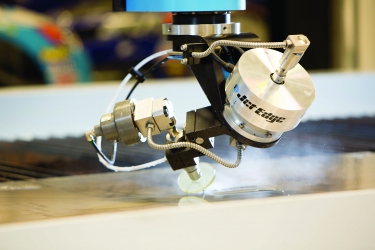
Jet Edge’s EDGE X-5 5-axis waterjet system is ballscrew-driven, with direct-couple AC brushless digital servomotors for a repeatability of ±0.001". Image courtesy Jet Edge.
Improving the reliability of the equipment is also paramount, he said. “Using 60,000-psi abrasive and water create an environment where the machine is attempting to destroy itself.” That's because the stream will eventually take its toll on the waterjet delivery system.
Flow is working on improving reliability and predictability, not only through engineering improvements into the hardware and software, but also by educating end users, Sherick said. The company has implemented a number of preventative-maintenance measures to help establish known, predicable operating costs. “Historically, people run their equipment until it breaks, then fix it.”
Flow tries to help users fully understand their operating costs and maximize their uptime by implementing adequate preventative-maintenance measures. Sherick added that there is a growing awareness throughout the manufacturing industry of the value of such measures. “Manufacturers know they need to maximize their uptime. We believe we’re changing the landscape of the business by offering predictive-maintenance practices.”
OMAX customers are benefitting from a focus on improvements in ease of use—a companywide priority, according to Bruner. “We recognize how hard it is in the U.S. for job shops to find qualified, experienced waterjet operators.”
OMAX knows it has to offer products based on this reality. “Regardless of a user’s expertise with programming,” Bruner said, “we want to make our systems ridiculously easy to use. Software’s a big part of that. Already, we can take an inexperienced operator—one who has never run a waterjet before—and have him or her cutting some basic parts after just a day’s worth of training.”
The emphasis on ease-of-use is more important to OMAX customers than more-discussed topics such as Industry 4.0 capabilities—at least for now, he said.
“Smart Factory systems will be the reality of manufacturing in the future, and we’re ready for it,” Bruner said. “Our products are MTConnect-compatible. But the current reality on the ground is a demand for easy-to-use tools.”
Contact Details
Contact Details
Contact Details
Contact Details
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- abrasive waterjet ( AWJ)
abrasive waterjet ( AWJ)
System that uses high-pressure waterjets in combination with a slurry of fine abrasive grains to machine materials. See waterjet cutting.
- abrasive waterjet ( AWJ)2
abrasive waterjet ( AWJ)
System that uses high-pressure waterjets in combination with a slurry of fine abrasive grains to machine materials. See waterjet cutting.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- computer-aided design ( CAD)
computer-aided design ( CAD)
Product-design functions performed with the help of computers and special software.
- computer-aided manufacturing ( CAM)
computer-aided manufacturing ( CAM)
Use of computers to control machining and manufacturing processes.
- cutting speed
cutting speed
Tangential velocity on the surface of the tool or workpiece at the cutting interface. The formula for cutting speed (sfm) is tool diameter 5 0.26 5 spindle speed (rpm). The formula for feed per tooth (fpt) is table feed (ipm)/number of flutes/spindle speed (rpm). The formula for spindle speed (rpm) is cutting speed (sfm) 5 3.82/tool diameter. The formula for table feed (ipm) is feed per tooth (ftp) 5 number of tool flutes 5 spindle speed (rpm).
- flat ( screw flat)
flat ( screw flat)
Flat surface machined into the shank of a cutting tool for enhanced holding of the tool.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- heat-affected zone
heat-affected zone
That portion of the base metal that was not melted during brazing, cutting or welding, but whose microstructure and mechanical properties were altered by the heat.
- waterjet cutting
waterjet cutting
Fine, high-pressure (up to 50,000 psi or greater), high-velocity jet of water directed by a small nozzle to cut material. Velocity of the stream can exceed twice the speed of sound. Nozzle opening ranges from between 0.004" to 0.016" (0.l0mm to 0.41mm), producing a very narrow kerf. See AWJ, abrasive waterjet.
Author

Michael Anderson, former senior editor at Cutting Tool Engineering magazine, holds a master's degree in written communication from Eastern Michigan University. He has been professionally writing about manufacturing technology since 1998, including more than 10 years at the Society of Manufacturing Engineers.
Contributors
Flow International Corp.
(800) 446-3569
www.flowwaterjet.com
Jet Edge Inc.
(800) 538-3343
www.jetedge.com
OMAX Corp.
(800) 838-0343
www.omax.com
WARDJet
(844) 927-3538
www.wardjet.com