Ways to increase parting off and grooving productivity
Ways to increase parting off and grooving productivity
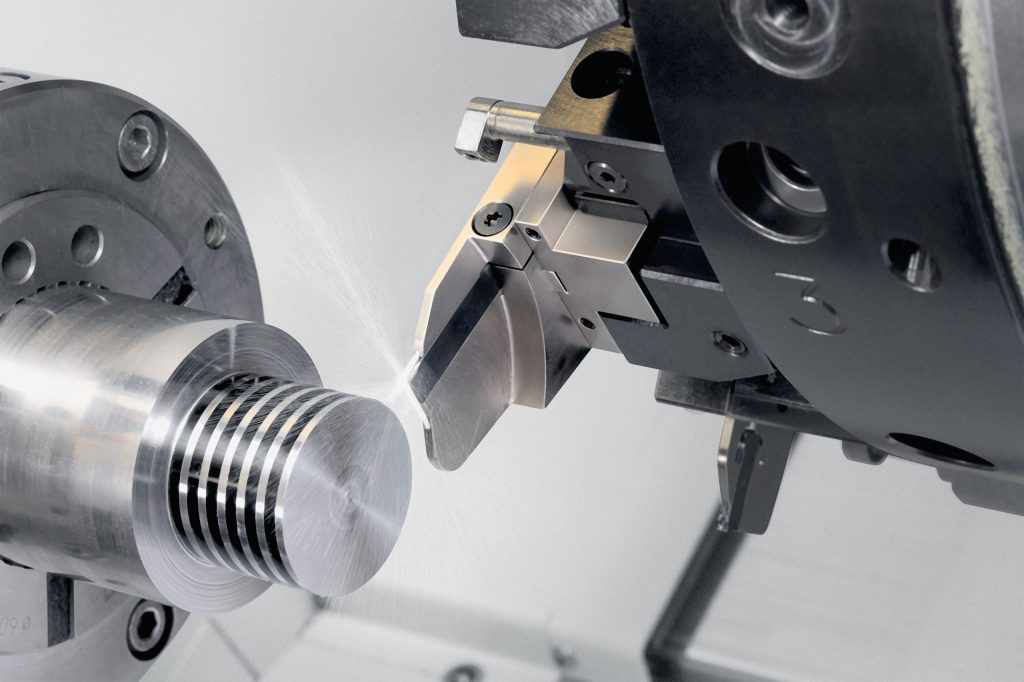
Parting off and grooving are among the most important, but also among the most demanding turning operations. Many parameters determine the result and productivity of the process and production. In addition to the rigidity of the machine, feed rate, and cutting speed, the parting-off and grooving tool and its holder are decisive factors governing the quality and efficiency of the grooving operation and workpiece.
Parting off and grooving are among the most important, but also among the most demanding turning operations. Many parameters determine the result and productivity of the process and production. In addition to the rigidity of the machine, feed rate, and cutting speed, the parting-off and grooving tool and its holder are decisive factors governing the quality and efficiency of the grooving operation and workpiece.
If you ignore the diversity of cutting materials, blades, and holders, it will quickly become costly. Innovative manufacturers with a customer-oriented mindset and application expertise are important advisers.

Parting off is like many other important manufacturing processes: the devil is in the detail. There is so much to be considered in this important turning operation. After all, it plays a decisive role at the end of the turning process, such as when a lot of added value has already been invested in the workpiece. In addition, to feed rate and cutting speed, groove width, and cutting depth, chip evacuation is one of the factors that require particular attention. And finally, the right tool and its holder determine the quality of the components and process efficiency.
Diversity of variants reflects application experience
Anyone who underestimates the complexity of grooving and only uses individual parameters for their decisions will quickly pay dearly. This also applies to parting off and profile grooving. Suppliers with application experience, consultancy expertise, and fast-response service can boost processes and productivity. Increases of 400% are achievable.
Karl-Heinz Arnold GmbH in Ostfildern near Stuttgart has made a name for itself as a tool manufacturer with considerable application experience and consultancy expertise. The family-owned company known as ARNO Werkzeuge offers innovative parting-off and grooving systems with a diversity that reflects the company's vast experience. The double-edged SA grooving system with groove widths of 1.5-10 mm is suitable for parting off and grooving at cutting depths of up to 140 mm in diameter. Together with many modules, holders and blades, the parting-off tool is always optimally adapted to the situation. In addition, the manufacturer offers a wide range of machine-related flange mounted holders for many machine brands.
Stability and low vibrations for best results
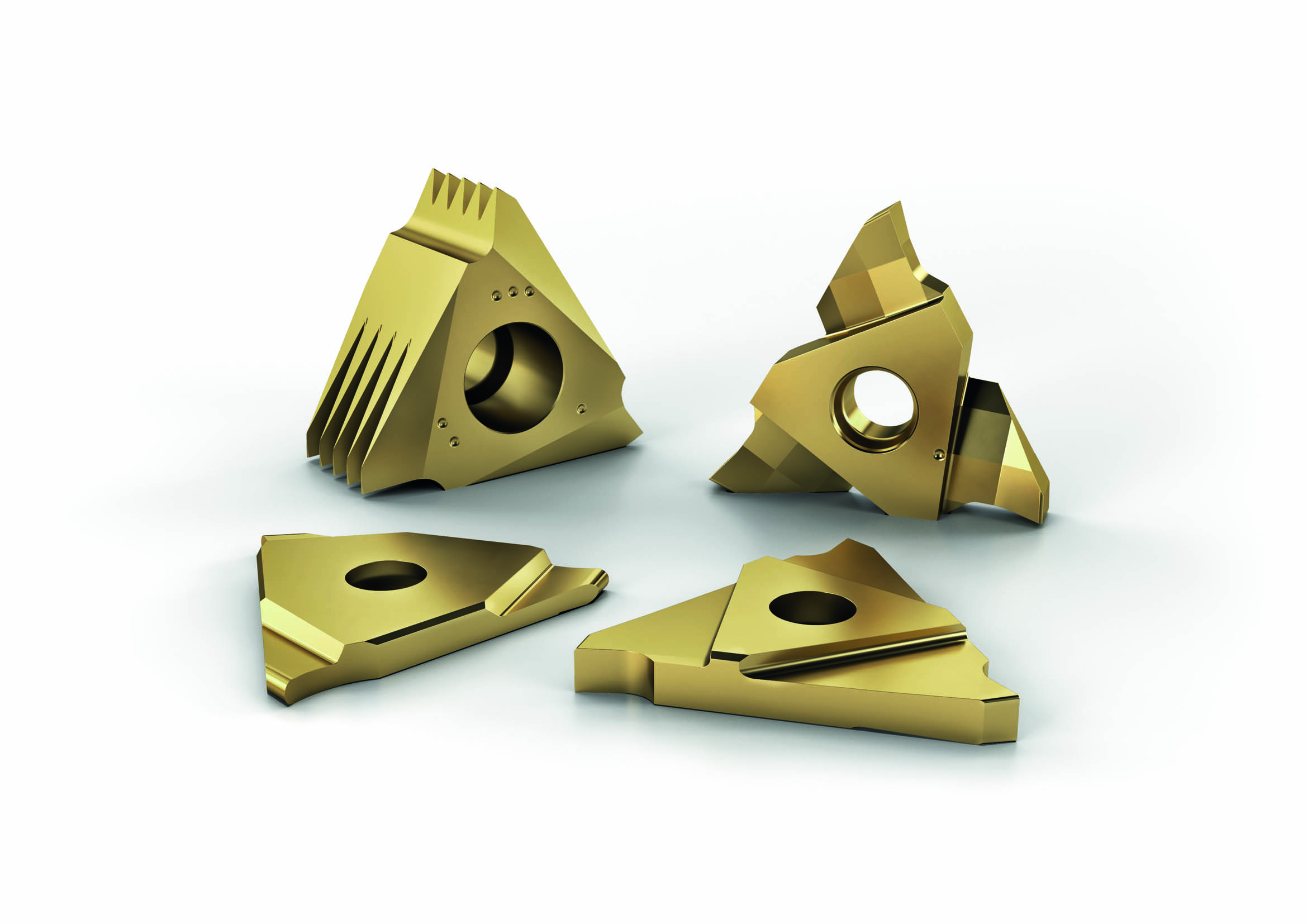
Users can choose from six geometries, seven coatings, and two solid carbide substrates to achieve the best possible cut on various materials. The SA grooving system is adapted to steel, stainless steel, aluminum, or materials that are difficult to machine. It has been tried and tested for years and ensures an uninterrupted cut for applications that require optimum chip-breaking geometry, thanks to its negative chamfer geometry. Chips tend to build up and jam in the groove, especially at parting-off. This is compensated for by using the right geometry. It also produces high-quality parting-off surfaces since the system works with low vibrations due to its high stability, regardless of the feed rate and cutting speed.
For grooving applications and Swiss-type machining, the manufacturer recommends the flexible solution of its SE groove turning system. As it is highly stable, it achieves perfect results despite high lateral forces. The SE system allows users to part off even if workpieces have a large radius. This is shown by groove widths of 2-6 mm and cutting depths of 12-21 mm. Other outstanding features of the SE system include its easy handling and long service life. Here, too, seven geometries demonstrate the manufacturer's broad experience with materials and requirements.
Users can also order precision-ground inserts for SA and SE systems with an aluminum geometry, or sintered inserts with geometries suited to many materials.
The manufacturer has developed a third tool especially for parting off small components with small diameters. The three-edged ATS system can be used by turning operators for a wide range of short, precise grooves. Here, the manufacturer focuses on proven substrates and coatings. A countersunk clamping screw clamps the tool rigidly and precisely to the ground contact surface. ATS offers a large cutting depth of 6.5 mm compared to its compact dimensions. Groove widths start at a very narrow 0.8 mm and extend to 6 mm. When it comes to profile grooving inserts, contours up to 20 mm long can be mirrored on one insert. Since the system is so compact, users also use the ATS system for applications in shoulder grooving or Swiss-type machining. Variants with the peripheral ground and sharp flutes are ideal for operations with low cutting pressure on thin-walled parts. The ATS system can be used as a standard application for finish grooving O-rings or retaining rings in a single operation.
Think about the processes
If a tool manufacturer is a serious supplier and does not merely want to sell products to its customers, he will also find custom and application solutions to improve processes and increase productivity. In our example, the manufacturer ARNO Werkzeuge presents innovative products that demonstrate precisely this philosophy. For example, customers are delighted with the AWL/AFC quick-change tooling system. Two-part carrier tools make for quick tool changes that even unskilled personnel can easily perform safely.

Only the front part of the carrier tool is removed. The rear part remains on the AWL sliding head to act as a stop. This ensures that the zero point is always constant. The two holder parts are joined by a connector system with an O-ring to secure the front holder part and prevent it from accidentally falling into the chip tray. In addition, a floating mount compensates for angular offset to ensure a high level of precision when changing tools.
Intelligent cooling saves money when grooving
Another example of the manufacturer's user-oriented mindset is the patented ACS (Arno Cooling System), which was specially developed for parting off. In the ACS 2 variant, the coolant channel at the insert seat is coupled with a second coolant jet from the bottom onto the tool flank. The coolant channel is a 3D printed variant and has an optimized-flow, triangular end that supplies coolant across the full width of the insert right through to the edge. Users report tool life lasting up to three times longer.
The additive process allows the production of channels without right angles. This method also permits the production of a flow-optimized triangular-shaped outlet that shapes the coolant jet to obtain maximum cooling effect with minimum consumption. It also allows additional optimizations: for example, the groove width can be reduced by one millimeter. This one millimeter less in width on the parting-off tool means a reduction in annual costs of more than €400,000 with 20 machines operating on 220 machine days.
Wide range of products, experience, and consultancy
As good and innovative as tools are, their maximum performance is only achievable when they are specifically adapted to the materials and processes. Ultimately, it is worthwhile to rely on a manufacturer who, in addition to having a comprehensive product range, can also boast a lot of application experience and can offer on-site consultancy.



