Clamping technology supports high-end parts production
"There is one of our parts in almost every car."
“There is one of our parts in almost every car.”
The parts are those made by Fémalk, a Hungarian-based manufacturer of aluminum die-cast parts for major OEMs in the automotive and other large-scale industries.
To assist them, the company invested in a complete system for workpiece clamping on the machine table that features a unique fixture construction and efficient zero-point clamping technology from Andreas Maier GmbH & Co. KG (AMF).
The clamping system is so flexible that the machines can be set up quickly for both mass production and small-series production.
“Through consistent investments in top-class machining and manufacturing technologies, in the past few years Fémalk has developed into one of the most in-demand manufacturers in the processing of aluminum die-cast parts in Eastern Europe,” said Samuel Netzer, AMF sales engineer for Northern and Eastern Europe.
“The company is proud of how their business has developed since 1989. The engaged and qualified employees produce castings weighing from 30 g to 5,500 g in the modern factories, thanks in no small part to the modern clamping technology from AMF. It is not hard to believe the company spokesperson when he says that “almost every car in Europe has at least one of our parts in it.”
Cycle times achieved with modern clamping
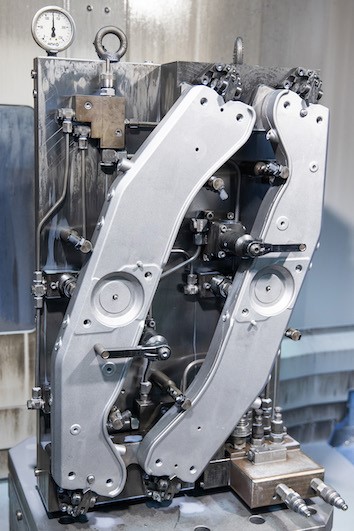
Top: Fémalk uses the intelligent clamping technology from AMF to produce aluminum die-cast parts. Above: The company uses 4,000 tons of aluminum every month to produce its die-cast parts. " data-entity-type="file" data-entity-uuid="e47d55fa-bdf1-406f-b3eb-856538338b8d" height="200" src="/wp-content/uploads/legacy/inline-images/116-04%20AM_AWB-HU-Detail_0.jpeg" width="299" />To produce these large and often diverse parts, Fémalk invested not only in buildings, machines and employees, but also in highly efficient clamping technology. What began with individual pilot projects and simple hydraulic clamping elements from AMF has been expanded in recent years into effective clamping technology with automation and zero-point clamping technology. This has reduced set-up times so significantly that machine utilization has soared. And, all thanks to a clever in-house design engineer. Gábor Soós, who is responsible for fixture construction, has always thought ahead and, together with AMF representatives, searched for optimization potential.The clamping technology is now so flexible, as well as partly automated, that the machines can be set up just as efficiently for small quantities, such as for a Bentley, as for mass production for VW.In addition, the company has equipped 15 processing centers with the most modern zero-point clamping technology from AMF. It started in 2015 with a simple angle clamp, but they now have a range of around 200 fixtures that are equipped with bolts for the zero-point clamping interface. The specially developed fixtures include a base plate with pull-studs for each machine, which are held by the zero-point clamping modules. The consultants at AMF were able to provide efficient support with many tips and a wide range of products. The products the company uses include swing clamps, clamp arms, stop valves and pressure accumulators, in addition to quick-release couplings, pressure gauges, vertical clamps or support elements and lines, as well as coupling nipples for media ducts. "The fact that one supplier has so many products in its range has been very helpful for us, and has greatly simplified procurement," said Soós.Product range simplifies procurementThe fixtures include a base plate with pull-studs, held by the zero-point clamping modules, for each of the 15 machines.
Four fixture variants with pressure-regulating valves and multiple media ducts on the base plates ensure maximum flexibility.
“This means that, for example, all consumer circuits can be controlled with different pressure levels – and, as an extra feature – they can also be controlled with a delay,” said Netzer.
This solution means that the support element can first be extended to hold a workpiece and then the clamping fixtures can be closed, he said.
Setting up during operation
The base plates each come equipped with four K 10 zero-point clamping modules. With a force of ten kilonewtons (kN) each, they reliably pull in the pull-studs on the base plate with a repetition accuracy of five micrometers (5 µm), close it securely and hold it tightly with a force of 25 kN.
The modules are opened hydraulically with an operating pressure of 50 to 60 bar. Because the pressure lines are mechanically closed using spring force after clamping, they can then be disconnected at any time afterwards.
The fixtures are loaded outside of the machine with the aid of a pressure accumulator. This means that the next machining operation can be prepared outside the engine room, while production continues. The components are clamped before being transferred into the machine. This is the only way to keep set-up times to a minimum, so that the parts, which the 42 die-casting machines cast mostly fully automatically, can be processed without any major delays. The production line must handle both small- and large-scale batches, with quantities of between ten and 15,000 units per week.
“Small-series production requires a quick change of fixtures to maintain a high level of machine utilization, particularly at the start-up phase of a new product,” explained Soós.
Sidebar: Fémalk parts are used in OEM plants worldwide
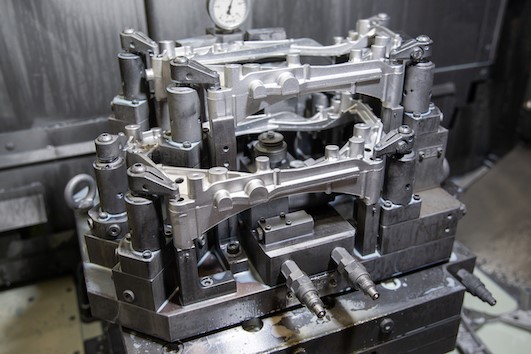
Highly complex workpieces can also be fixed securely and flexibly thanks to the clamping technology from AMF.
The Hungarian-based company processes as much as 4,000 tons of aluminum into die-cast parts every month.
Further processing sees these parts turned into a range of products including chassis parts, engine and gear bearings, and electrical circuit housing, as well as complex air-conditioning compressor parts and headlight or thermostat housings.
The company delivers these to many OEM plants worldwide, including, for example, BMW, Bentley and Porsche, as well as VW, BASF and Boge. Fémalk ranks as a 1-tier supplier to most of these companies.
With well-trained, committed and motivated employees and through dynamic growth, the company has developed a significant position in the European supply industry.
In addition to the die-casting machines and processing centers, the company also has a wide-ranging manufacturing system that includes six CNC lathes, four washing machines, and drilling and thread-cutting machines, along with special press-in machines, blasting machines or mass finishing machines.
The close relationship with the clamping technology experts at AMF has been producing efficient solutions for over ten years. As a result, the zero-point clamping technology from the Fellbach-based company is a firm favorite with the Hungarians and is always included in the planning for each new processing center. And no one in the Hungarian company has any doubt that this growth will continue.
