Experience and advanced grinding leads to million-hole drill
It took six years of experimentation and trial and error along with tool grinding know-how for West Ohio Tool Co., a specialty cutting tool shop in Russells Point, Ohio, to…
Article from United Grinding North America Inc.
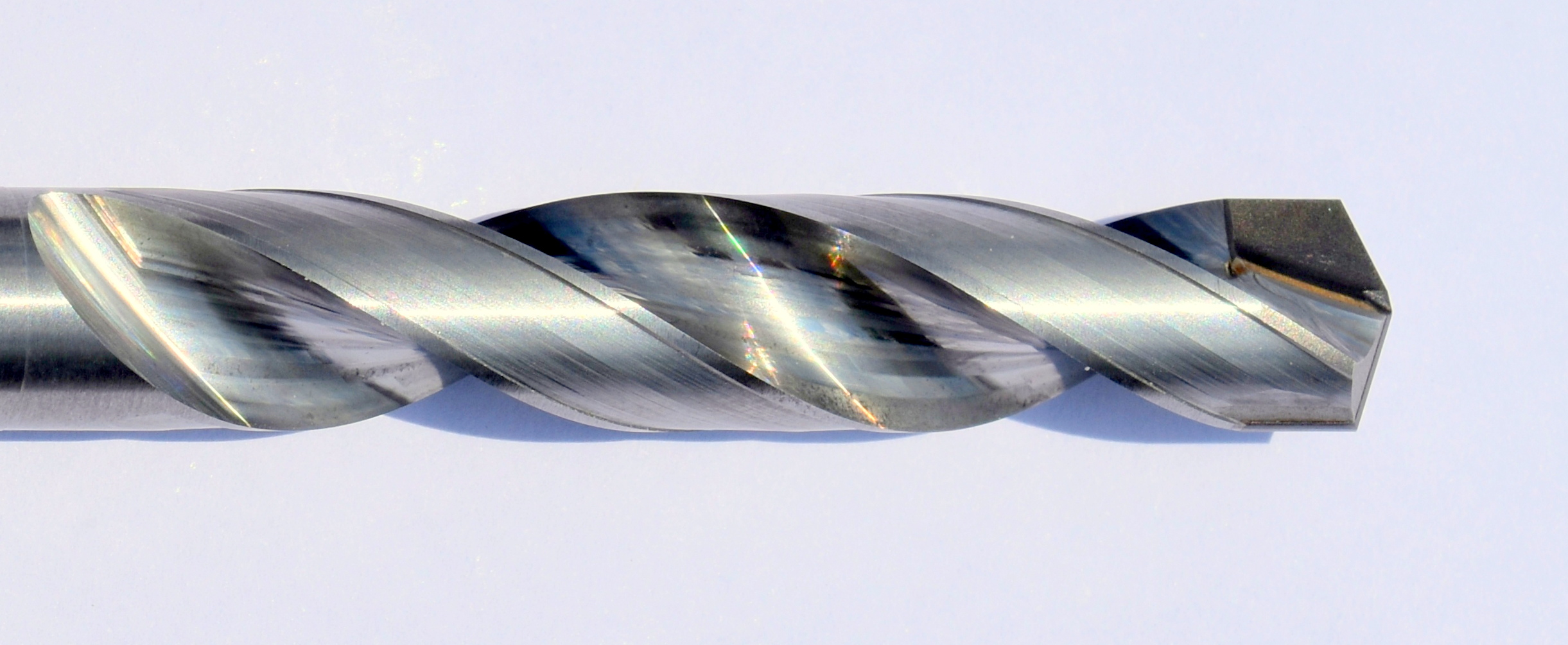
It took six years of experimentation and trial and error along with tool grinding know-how for West Ohio Tool Co., a specialty cutting tool shop in Russells Point, Ohio, to develop its own commercially available cutting tool. The revolutionary tool is a solid PCD drill that generates from 800,000 to 1,000,000 holes in die cast aluminum without regrind or re-tipping required. That durability means a lot less downtime for today’s manufacturers, and it’s why the shop guarantees this tool will provide a lower cost per hole drilled than any other tool.
Kerry Buchenroth, owner and founder of West Ohio Tool, acknowledged that using the right formulation of PCD was important – but not most important – in the drill’s development. “The real trick was not so much the material,” he said, “but instead figuring out how to braze the PCD onto the carbide, how to optimize the tool geometry and other such issues.” He credits his team and the shop’s high-precision CNC combination tool grinding/eroding technology as the key to overcoming the new drill’s development challenges.
The development of the tool began with a missed opportunity. When a long-time automotive OEM customer informed West Ohio Tool that it wanted to change from solid-carbide to PCD-edged tools for drilling holes in die cast aluminum transmission cases, some West Ohio Tool team members were skeptical. They understood the impetus: As good as carbide tools are, they still require regrinding after 20,000 to 25,000 holes, and after about 10 regrinds, they become too short to use.
“Each regrind costs money and means downtime,” Buchenroth said. “PCD offered the possibility to minimize all of that, but it’s expensive and notoriously hard to work with.”
When the customer went to another tool supplier, Buchenroth realized it was time to hone its expertise in PCD tooling and make sure the shop had the advanced technology on hand to work efficiently with both solid carbide and PCD. In addition to acquiring two high-precision wire EDMs, the shop now has seven Walter 5-axis grinders, an Ewag PCD grinder, a Studer S31 and two Helicheck CNC inspection and measurement systems, as well as a Helicheck Pro fully automated measuring system – all from United Grinding.

Among the shop’s most recent grinders also from United Grinding are a Walter Helitronic and Walter Helitronic Power Diamond, a two-in-one system that performs both grinding and EDMing. The shop complements its machines with Walter Tool Studio software for faster, easier programming.
This is the tool grinding technology that first helped West Ohio Tool to develop an interim PCD tool – a specialty PCD outboard tipped drill, capable of drilling 350,000 holes in die cast aluminum without the need for regrind or re-tip of PCD.
Customers have whole-heartedly embraced these outboard-tipped drills, including the automotive OEM customer whose PCD tool business they’d lost earlier. However, that same OEM was fighting the industry-wide battle for faster throughput and lower total cost of production and insisted on more. According to Buchenroth, the customer said drilling 350,000 holes without interruption was good but asked if we could make it even better in terms of output, so the West Ohio Tool team got to work.
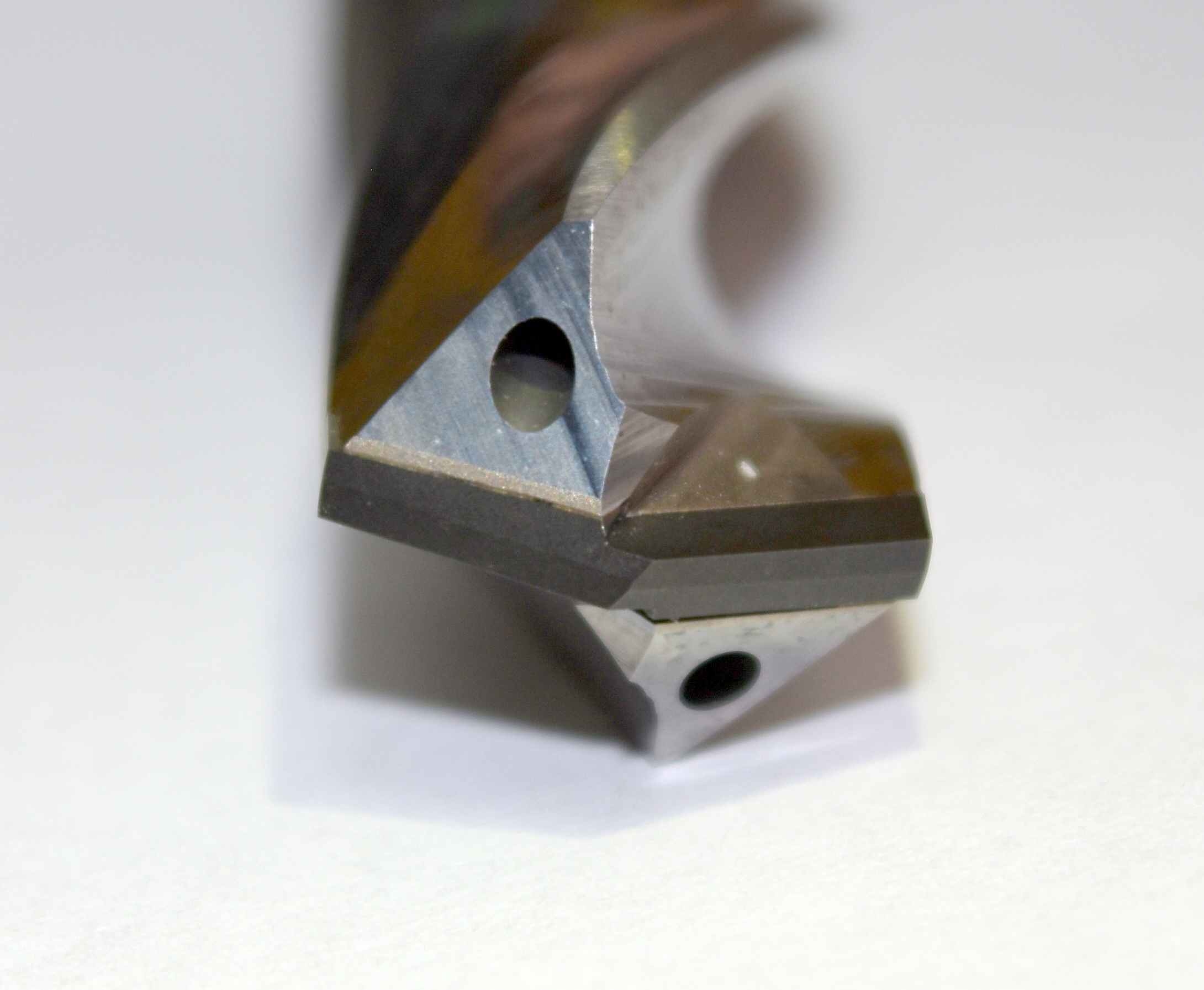
“The challenge with the outboard tip is that the outside PCD edges hold up great but the center of the chisel is still carbide, and it still eventually breaks down,” Buchenroth explained. “The goal for the new tool was to find a way to get solid PCD all the way across the center and effectively marry it to a carbide tool shank.”
Buchenroth knew that to develop and produce such a cost-effective, durable solid PCD tool, they would need an even more efficient solution for working with PCD materials.

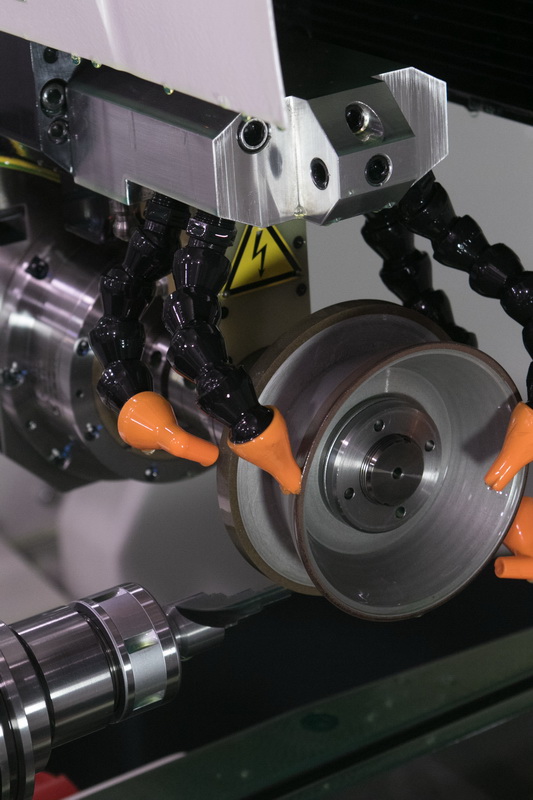
Superhard PCD is difficult to grind, and the diamond grinding wheels used to do so wear out quickly – every amount of PCD material removed from the workpiece equates to the same amount of PCD that’s worn away from the grinding wheel. This makes grinding PCD an expensive endeavor. However, because PCD contains cobalt, it conducts electricity and therefore is well-suited for EDMing.
With the solid-PCD tool project in mind, West Ohio Tool invested in the Walter Helitronic Power Diamond with both grinding and EDMing capabilities. With copper rotary erosion/electrode wheels, the machine EDMs the PCD portions of tools, then conventionally grinds any carbide areas.
The fully automated Helitronic Power Diamond provides complete machining in single clamping cycles. It changes from grinding to eroding, or vice versa, on-the-fly and automatically. In addition to PCD and carbide, the machine processes tools from HSS, cermet and ceramics in diameters from 3 to 320 mm, lengths up to 350 mm and weights as heavy as 50 kg.
This was also about the time that the shop invested in its fully automated Helicheck Pro measuring machine that can handle tools with a diameter range from 1 to 150 mm in the macro area, a machining length up to 330 mm and a tool weight of up to 25 kg. The CNC-based system is well-suited for fully automatic measurement of complex tool geometries such as with the new PCD drill.
Crucial to the drill development process was working with different formulations of the PCD material. PCD is measured by grain sizes that range from nanometers to hundreds of micrometers, usually referred to as nanocrystalline and microcrystalline. Smaller particles in higher concentration provide higher grade tooling, according to Buchenroth.
Using inferior PCD leads to a breakdown similar to what eventually happens with outboard tips on carbide – outer cutting edges would be fine, but the center eventually fails or the PCD is too brittle to hold up to aggressive machining. Buchenroth likened the phenomenon to the children’s game of crack the whip.
“In the old game of ‘crack the whip,’ the child at the center basically rotates around very, very slowly in one spot while the person at the tip of the human whip is sent flying around. PCD is great at the ‘flying around’ part, as it cuts away at material at the edge of the tool,” Buchenroth said, “but at the center of the drill, where there’s zero surface footage, it doesn’t react well to being under that kind of pressure.”
The initial formulations of PCD the shop tried eventually crumbled and broke at the drill center while the outer edges were fine. This is when the shop realized that only the highest concentration of PCD would work for the new tool, so West Ohio Tool spent a total of six years of trial and error, working with different PCD materials as well as developing a proprietary brazing process to marry the PCD to carbide and tweak the tool’s geometry.
According to Buchenroth, the Tool Studio software on the Walter machines significantly helped to speed up the trial and error process. The Windows-based software, which Walter developed with input from the team at West Ohio Tool, allowed the shop to simply fill in the required information fields for the latest iteration and run the job. The software’s 3D simulation capabilities provided visualization of both the grinding and EDMing processes and allowed the shop to make adjustments as needed before any material was actually removed.
After a total of six years of continuous testing, the tool was ready. Released in 2019 and called the EdgeX4, the patent-pending PCD tool drills from 800,000 to 1,000,000 holes in die cast aluminum thanks to a significantly stronger, faster, longer and more efficient design than competing tools. Although aluminum transmission cases for the auto industry were its earliest workpieces, the EdgeX4 continues to prove a boon to the aerospace industry as well, as it is able to drill through highly abrasive carbon fiber reinforced polymer materials with minimal wear as it does with aluminum.
The EdgeX4 has another advantage, Buchenroth noted. Along with being extraordinarily slow to wear, the tool is relatively quickly made to order. The company’s expertise and advanced Walter cutter grinding machine technology enables West Ohio Tool to provide the new drill within a four to six-week delivery time – about four times faster than average for other specialty PCD tools – to help its customers get the “edge” on the competition.
