Vertical spindle Blanchard-style
Vertical spindle Blanchard-style
The Grinding Doc shares observations and general trends on this grinding style
Dear Doc: You don't write much about vertical spindle Blanchard-style grinding. Why is that?
The Doc replies: I haven't written much because Blanchard-style grinding drives me nuts. There just aren't a lot of options to play with when that vertical spindle (solid wheel or segments) plunges down onto workpieces mounted on the rotating magnet.
Having said that, here are some observations and general trends:
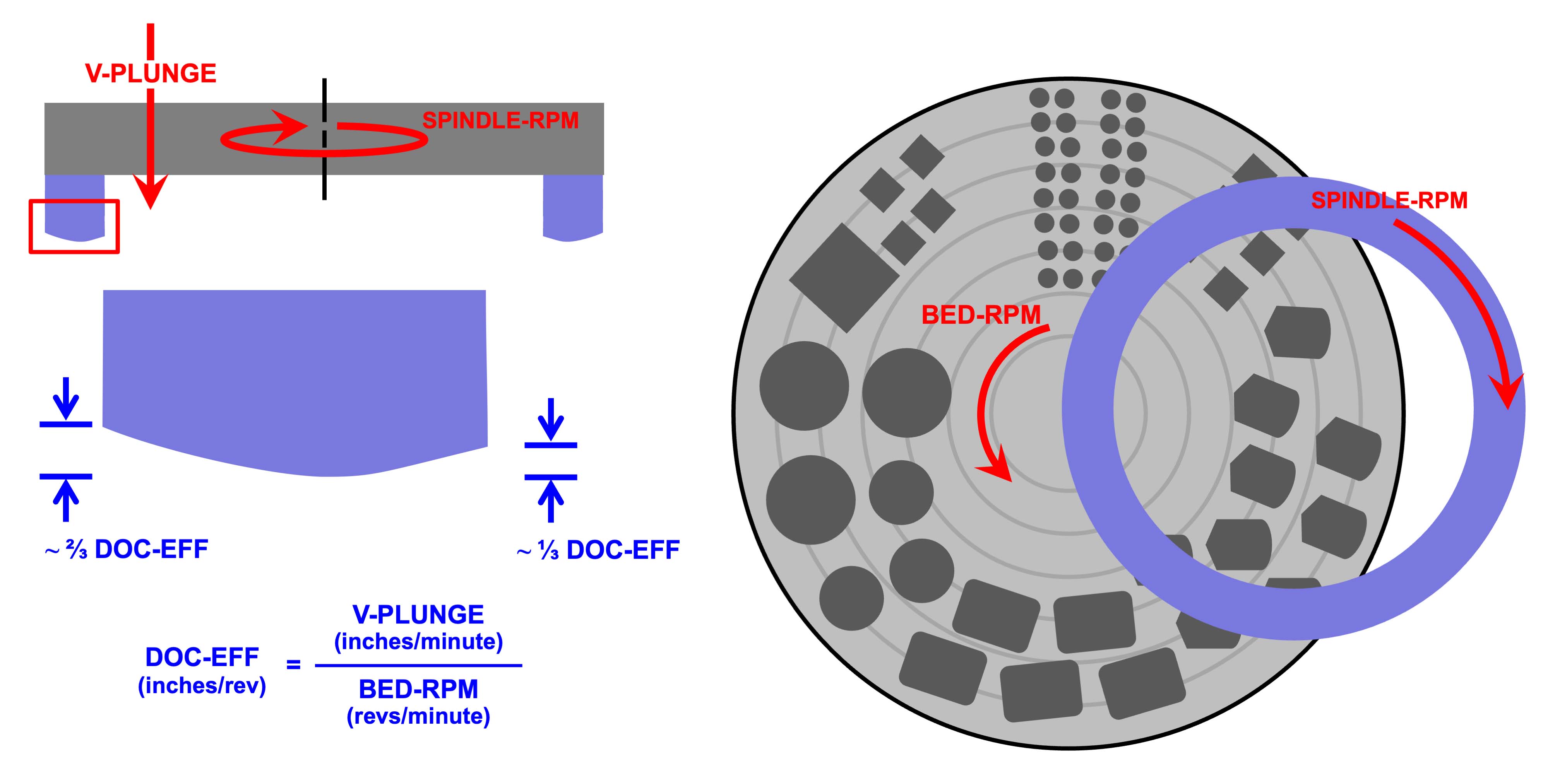
1. The effective depth of cut is calculated by plunge velocity in ipm divided by bed rpm. If you're plunging at 6,000 a minute on a bed rotating at 20 rpm, that's effective DOC = 0.006/20 = 0.0003".
2. The wheel/segment is going to develop two tapers: a larger taper on the outside and a smaller taper on the inside. The larger taper height will be about two-thirds the effective depth, and the inside taper will be about one-third the effective depth.
3. The two tapers will converge quickly to a point, which means that your surface finish Ra will be high. That's why Blanchard-style is considered a stock removal operation, not a high-precision or fine-surface operation.
4. Try to keep the grinding power steady. If your power is increasing gradually, followed by wheel screaming, followed by no screaming, then you're not self-sharpening your wheel well enough. Increase the grit penetration depth to get better self-sharpening.
5. Increasing the plunge velocity will increase your grit penetration depth.
6. Increasing the plunge velocity will increase your workpiece surface temperature.
7. Increasing your bed rpm will not change your grit penetration depth.
8. Increasing your bed rpm will decrease your workpiece surface temperature.
9. Workpieces farther from the bed center will have a higher grit penetration depth.
10. Workpieces farther from the bed center will have a higher surface temperature.
11. A slower wheel rpm — sometimes possible, sometimes not — will give you a larger grit penetration depth.
12. Yes, you can dress a Blanchard wheel/segment. In some operations, I recommend it. Rough-grind away almost all your material, leaving maybe a thousandth. Dress your wheel to remove the taper. A total dress depth of twice your effective depth should be enough. Decrease your plunge speed. Remove the last thousandth of material, and then spark-out for a while. What will happen is you'll get a much better surface finish. Why? It's not the slow plunge speed that's doing it. It's that you're grinding on a flat, not a taper.
13. If you use this method, be careful of "tear-outs." Upon first contact with the workpiece, a freshly dressed wheel will "break in," in which the fragile grit tips break off the wheel, possibly leaving deep grinding scratches, or tear-outs, in the workpiece. If this is a problem, leave more stock.
14. Take all this advice with a grain of salt. Blanchard-style grinding seems to have a mind of its own. These trends and general advice apply — except when they don't.
I love Blanchard machines. They are beasts and just seem to run and run, sort of like Cincinnati centerless grinders. I once met a guy at IMTS who said his shop was running a 1917 Blanchard every day. It's possible. Blanchard Machine Co. was founded in the 1890s, and the basic design hasn't changed much.



