Top finishers: Solutions for 10 of the most challenging deburring applications
Part complexity combined with difficult material properties make deburring a challenge for many part manufacturers.
Burrs continue to be a significant issue for part manufacturers, but it is not just the burr that is the issue. Edges must be configured as either sharp, broken or have a radius to a specified tolerance. In addition, deburring must not damage or destroy nearby surfaces, change part color or deposit oxides or other material.
Part complexity, combined with difficult material properties, make deburring a challenge for many part manufacturers seeking more cost-effective deburring, more precise edge finishing, faster throughput and reduced side effects. Some manufacturers must completely deburr a part rapidly. For example, many auto part makers must completely deburr a part in 4 seconds or less to match the production rate for that part and avoid slowing the transfer line. For others, the goal is to assure a precise and repeatable edge geometry.
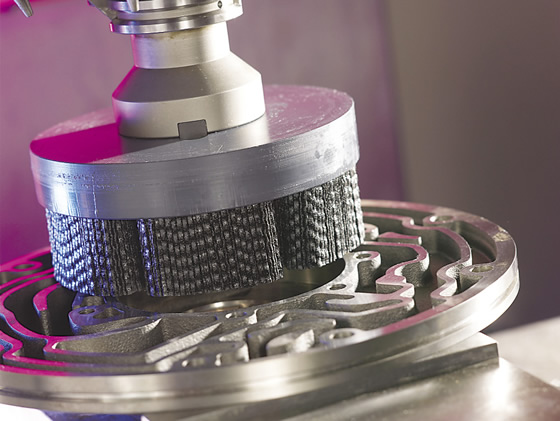
Courtesy of Weiler
Abrasive-filled nylon brushes are effective for deburring the narrow passageways on automatic transmission housings.
Although all deburring operations pose possible pitfalls, presented here are 10 of the most challenging deburring applications and the methods for achieving success.
1. Composites. Deburring composite materials tops the list. Some composites are comprised of two metals while others, such as electrical circuit boards, may have layers of different plastics, ceramics and metals. Aircraft materials like carbon fiber-aluminum combinations have significantly enhanced strength-to-weight ratios, but part edges must meet strict requirements, for obvious safety reasons.
The free edges (top and bottom exposed surfaces) of composite laminates are especially susceptible to cracking, higher stress, delamination, water absorption, ongoing fraying and chemical attack, all of which negatively impact product life or performance. Deburring can cause, prevent or improve any of these issues.
Because each material in a composite requires a different “treatment” to generate acceptable edges and surfaces, the best process to improve one material’s quality characteristics may worsen others.
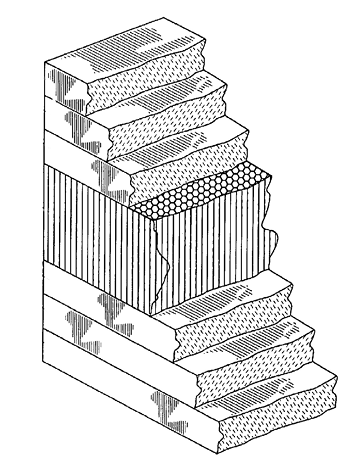
Courtesy of U.S. Patent and Trademark Office
Deburring composite materials, such as this one with seven component layers, is particularly challenging.
But there is another, more subjective issue: What determines an edge when machining different layers of material? People generally think an edge is what they see on the outer surface, but in composites, every transition from one layer to another can be an edge. Thus, a product may have many internal edges, and each may be critical to product performance.
To help minimize burrs and finish edges when deburring composites, understand the material properties in the composite and what the real customer quality criteria are—at each interface. Although several may meet the minimum requirements, pick the best machining/finishing process.
Apply the best cutters, which will require working with toolmakers to tap into their knowledge base. Also, use optimal cutting conditions and keep the layers tightly together.
2. Intersecting holes. Intersecting holes have a 3D edge configuration, and the burr thickness and height changes at each point on the intersection. This means a deburring process based on a consistent burr size may not work well.
In addition to swivel hand tools, examples of deburring tools for intersecting holes include Cogsdill Tool Product Inc.’s Smooth Edge Deburring Tool, J.W. Done’s Orbitool and Brush Research Manufacturing Co. Inc.’s Flex-Hone. Thermal deburring is also highly effective on deburring intersecting holes in many metal parts, even ones with relatively small holes. If intersections have to be smoothly finished, electrochemical deburring and Kennametal Inc.’s Extrude Hone abrasive flow machining provide high-quality edges for almost any configuration. On large holes, abrasive-filled rubber or paper bullet shapes are quick and effective.
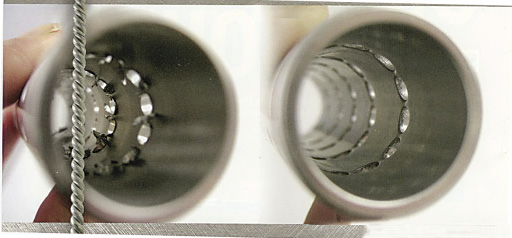
Courtesy of Brush Research Manufacturing
The Flex-Hone from Brush Research Manufacturing is one tool that’s effective for deburring cross-holes. A surface prior to treatment with the Flex-Hone (left) and after treatment (right).
The challenge becomes much more acute when the holes are smaller than ⅛ ” (3.175mm) in diameter and deeper than 10 times diameter because most tools or processes cannot reach into those configurations. One example of difficult-to-deburr, deep intersecting holes is found in engine crankshafts, because removing all burrs typically must be done in 4 seconds or less, as noted earlier. The rate of deburring makes it challenging.
3. Transmission housings. Automatic transmission housings are a complex maze of narrow passageways that typically have burrs on each side of their machined passages. The labyrinth openings make it a challenge to fully deburr them. Abrasive-filled nylon brushes and other types of brushes can reach below the edge and abrade away the burr as the brush is drawn over the edge.
The same technique works on the hundreds of inches of milled edges in automobile engine blocks.
4. Jet engine blisks. Blisks are jet turbine components with numerous short turbine blades. These are usually machined from a single forging as opposed to machining the blades, welding them in place and then finish machining the blisk. Blisks are made from difficult-to-machine, heat-resistant superalloys that must withstand temperatures up to 3,000° F (1,649° C).
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion