Threading exotic metals
Threading exotic metals
Picking the threading process for difficult-to-machine materials can be hard.
Exotic metals are more popular than ever as industrial designers and manufacturers take advantage of the properties exhibited by these materials, such as high strength-to-weight ratios, excellent corrosion and oxidation resistance, and strength and hardness retention at high temperatures. But properties that help make great finished components also may make machining parts a challenge throughout production, including threading.
Manufacturers usually have two main threading methods from which to choose: tapping and thread milling. Tapping is traditionally the go-to method for cutting threads into standard metal parts but can be challenging with these hard, heat-resistant, expensive materials. Thread milling costs more and has requirements for equipment and software but is much more flexible and multifunctional and produces pristine finishes. Tapping is fast but might gall a surface, tear a thread or — worst case — break a tap inside a part. In that scenario, a beautiful part is likely expensive scrap.
The Bottom Line
When considering which process to use, threading experts point to the potential for monetary loss — both in terms of raw material and value-added processing — as the No. 1 factor.
Threads-all ZGF-S-Cut solid-carbide thread mills feature multiple teeth, a helical flute form and a multilayer TiAlN T46 coating. Image courtesy of Emuge
"Threading is typically one of the last processes performed on a part," said Marlon Blandon, product manager of thread milling for Emuge Corp. in West Boylston, Massachusetts. "By the time you do the threading, many machines have engaged that expensive part, and the overall cost is much higher."
While any cutting tool can break from wear and tear after enduring heat resistance, tensile strength, ductility, hardness and other factors, taps often cannot be fixed. The major diameter of a tap is almost exactly that of the inner diameter of the milled hole that the tap is grooving.
With thread milling, the major diameter of a tool is much smaller than the inner diameter. If that tool breaks, it can be removed and replaced by another tool to finish grooving threads.
"If the tap breaks," Blandon said, "you're left with a piece of high-speed steel inserted very tightly into a $5,000 engine casing or turbine, bone screws in medical parts or another expensive part that is now basically scrap."
A tap might break for a number of reasons, but it often comes back to the properties of exotic materials. Exotic metals are alloys composed of a blend of metals to create a more functional material with specific physical properties. For instance, some exotics stiffen from heat, making them literally and figuratively harder to machine, he said. Emuge recently released ZGF-S-Cut solid-carbide thread mills that feature multiple teeth, a helical flute form and a multilayer TiAlN T46 coating that can thread-mill a variety of exotic materials.
Examples of exotic metals are titanium, stainless steels and hardened nickel-alloy steels. Well-known brand names include Inconel, an austenitic nickel-chrome mix, and Hastelloy, a nickel-molybdenum recipe. Both are noted for hardness and durability, resistance to rust and corrosion, and the ability to withstand heat and remain stable over a wide range of temperatures.
Nickel alloys are "incredibly good at absorbing heat," said Executive Vice President Drew Strauchen of GWS Tool Group in Tavares, Florida. (South Beloit, Illinois-based North American Tool Corp. is a division of GWS Tool Group.) "In an aircraft engine housing, heat builds up, and you don't want the heat getting out to the wing or electrical wiring. So you house it with an exotic metal, such as Inconel 718, and it absorbs the heat. This metal has wonderful attributes for the component but terrible attributes if you want the cutting tool to last."

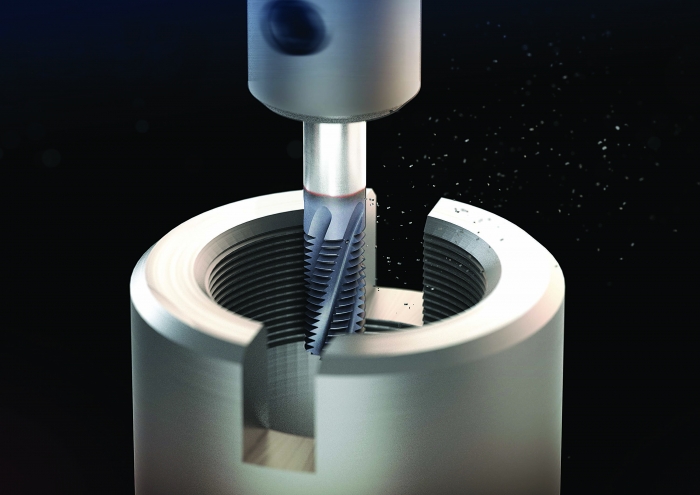
These thread mills feature a helical flute design and are manufactured from premium micrograin carbide for increased life and improved thread quality. Image courtesy of North American Tool
Mark Ford, director of global product management for threading tools at YG-1 Tool (USA) Co. in Vernon Hills, Illinois, said heat and points of contact on a tap quickly could wear out the tool. Taps traditionally are made of various grades of high-speed steel with a physical vapor deposition coating or surface treatment, and they work well with a range of materials up to about 50 HRC. Thread mills typically are made of carbide and can mill material up to 60 HRC.
"In tapping, the tool is fully engaged at once, and that generates a lot of heat that gets put back into the tool," he said. "Temperatures above the oxidation point will begin to oxidize the coating, and then it gets down to (cutting with) the bare metal."
Carbide is the material of choice for thread mill makers. While harder, carbide is not impervious to the crystalline structure of martensitic steel or other properties of superalloys. But carbide can withstand things better.
"In addition, through CNC programming and the smaller major diameter of the cutting tools, users can select how much material that (they) want to remove per pass and adjust spindle speed to achieve the best thread quality," Ford said.
Computer-Driven
Tapping is a much simpler procedure that can be done quickly on a variety of machines. Thread milling exotic materials, however, requires at least a three-axis CNC machine capable of helical interpolation, which means that the machining center can move with simultaneous motion in three axes, Ford said.
He said in the past, programming this action might have been a challenge, but most modern CNC equipment is easily capable of helical interpolation, and most tooling suppliers offer software and applications to help customers. YG-1 Tool (USA) recently released a thread milling program generator, YG-1 TM Xpert, which generates G code required for thread milling and displays relevant images and data.
In addition, Strauchen said exotic solid-carbide thread mills today are made with a left-handed helix and left-handed cut, which permit an operator to run from the top of a hole to the bottom and climb-mill threads.
"This will create a right-hand thread in the part," he said.
Compared with tapping, thread milling also can be more precise.
"We are talking microns of precision," Blandon said.
Although taps can be used in exotics, Ford said taps might not be the better choice for several reasons, such as precision and potential scrap cost. Like the other companies interviewed, YG-1 Tool (USA) produces taps and thread mills, including those for exotic metals. He said the choice ultimately comes down to what a customer wants and needs.
"The preferred method for producing threads is tapping," he said. "While a large majority of all threads are done using a tap, you can be far more precise with a thread mill than you can with a tap. And for many applications, that precision is critical."
The line of thread mills from YG-1 Tool (USA) for exotic materials has short thread lengths to minimize engagement between a part and a thread mill. Image courtesy of YG-1 Tool (USA)
Controlling Chips
Ford said thread milling also achieves a better thread quality than tapping thanks to chip control.
For instance, blind-hole tapping exotic materials is a "major issue in particular because in most cases taps make long, stringy chips that love to wrap around taps and potentially lead to breakage and scrap," he said. "It is one of the most difficult application issues to overcome with a tap because it is so limited in what can be changed. With a thread mill, you don't have that problem, because it is designed to move in and out of the cut very fast. And you don't have any issues with chips, because they are very small and manageable and they flush out of the hole very easy."
Still, deep-hole threading can be problematic, creating excess tool pressure, heat buildup and tool deflection. Unlike tapping, in which forces are distributed 360° around the circumference of a tap, thread milling doesn't have the same engagement.
"The radial load is a fraction of a tapping operation," Strauchen said.
North American Tool offers a line of taps and thread mills. The thread mills for exotic alloys, much like Emuge's ZGF line, are designed with only three teeth.
"So there is less stress on the tool than (with) a conventional thread mill with six or eight or 10 teeth engaged in the material at the same time," Strauchen said.
As for tool deflection, Blandon said thread mills experience radial side pressure during cutting and that cutting forces are not balanced. Tools and workpieces should be clamped securely into chucks, shrink-fit toolholders and other devices, he said.
For toolholding requirements, he said the general rule is "the better the toolholder and the lower the runout, the better the tool performance."
Emuge offers the FPC line of toolholder solutions, including chucks that feature "mechanical clamping via worm gear that provides superior clamping force and concentricity," Blandon said.
While both methods have advantages, when it comes to exotic materials, thread milling may be the better choice. A thread mill can perform many functions. Depending on the product, a mill can drill a hole, chamfer it and machine the thread. A single tool could be used in thread milling to make a wide range of hole sizes, interior and exterior threads and right-handed and left-handed threads. Thread milling also allows users to closely and consistently control pitch diameter and achieve tight tolerances. And thread milling provides a good finish to a thread, which is always an issue with tapping, particularly with difficult-to-machine exotic materials.
Glossary terms in this article





