Mass finishing—finishing many parts simultaneously—can accomplish numerous goals, such as brightening, cleaning, deburring, removing rust and surface finishing. Although plenty of methods exist to deburr and surface-finish, mass finishing is an effective way to process large quantities of parts.
The operational variables of mass finishing—from machine size and design to cutting media, compound abrasives, water volume, cycle time and more—have countless combinations.

A TB-4 tilting barrel tumbling machine with an SS-24 screener from Oakland-Rampart Equipment has an enclosed frame and carriage, which reduces the possibility of workers accidentally contacting the drive mechanism. Image courtesy of Oakland-Rampart Equipment.
However, once a mass-finishing system is chosen, only tens of thousands of variables remain, said LaRoux Gillespie, a deburring and surface-finishing consultant who literally wrote the book on mass finishing, the Mass Finishing Handbook, as well as many other books and articles about finishing.
Helping to simplify things a bit are two common machines for deburring, which is the removal of protruding pieces of metal, and surface finishing, which applies desired levels of finish to parts: barrel and vibratory systems.
Barrel finishing acts similar to a rock tumbling and skidding down the slope of a hill, said Steven Schneider, technical sales manager at surface-finishing company Kramer Industries Inc., Piscataway, N.J. As the barrel rotates, the barrel’s corners lift the load—a combination of parts, media, abrasives and/or water—until it reaches a point where it slides down the side of the barrel. Parts are abraded and deburred as they bump and scrape against the media and each other.
Gillespie said barrel finishing machines are simple in design, relatively low in cost, and available in a wide variety of sizes and types.
A diagram of a vibratory finishing machine with a round bowl.
“Conventional rotary barrel tumbling is the original mass-finishing technique,” he said. “Ancient Chinese and Egyptians used tumbling barrels with natural stones as media to achieve smooth finishes on weapons and jewelry.”
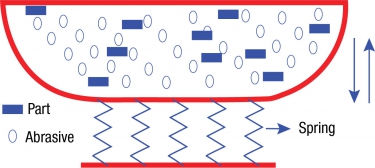
Vibratory finishing acts similar to filing, Schneider said. The abrasive media surround the parts. Eccentric, rotating weight shakes the machine vertically or in a circular motion. The forces of movement cause a shearing action as parts and media rub against one another. Gillespie said vibratory equipment comes in two basic configurations: a rectangular tub or a round bowl.
“The first tub-type vibratory finishing machine was introduced commercially in 1957 and the bowl-type about 5 years later,” he said. “Vibratory finishing is now the most popular type of mass finishing and, next to hand deburring, the most common surface conditioning method used by industry.”
Which system to use depends on a lot of factors. Among the top considerations are part details, processing speed and cost.
Parts
When visiting a customer who is debating which system to buy, the first question from Danny Covington, metalworking specialist at industrial distributor W.W. Grainger Inc., Lake Forest, Ill., is how many parts will be run an hour.
“If it’s hundreds an hour, then vibratory is appropriate,” he said, citing its typically faster work rate. He cautioned, however, that varying sizes of parts and machines can make a big difference to any setup.
Covington next asks about the surface finish requirement for the part before asking for the customer’s geometric tolerance for the part.

DB tub vibrators, such as the DB300 unit, are designed as starter machines for novices or shops on a limited budget. Image courtesy of Kramer Industries.
If the geometric tolerance is ±0.03" (0.762mm) or tighter, he said, the customer should not use a barrel system because it could dent the part. Vibratory systems knock down sharp edges but do not dent parts. He compares a barrel
system to a clothes dryer with machined parts tumbling around inside, hitting each other and the media, whereas the vibratory style allows the media to smooth edges with more finesse.
“If you have a high-precision, good-quality part,” Covington said, “as long as it’s a 3D part with a tight tolerance or a fine finish requirement, it’s going to go into a vibratory system. If your finish requirements and geometric tolerances aren’t tight, then a barrel makes sense. That equipment is cheaper.”
Schneider pays attention to similar criteria. From deburring and polishing to imparting a particular surface finish, there are many considerations, he said. But the first is what the goal is—what the finishing should do to the parts.
“You want to look at the size of the parts, the geometry of the parts and some of the features, like holes and slots and grooves,” Schneider said. “You want to consider how aggressive or nonaggressive a process you need. Once you have all that information, then you can start to figure out what kind of a process makes the most sense. In a lot of cases, you could go either way.”
Les Reitz, owner and president of manufacturer and distributor Oakland-Rampart Equipment, Franklin, Pa., said barrel and vibratory systems often can deliver the same results if operators alter the aggressiveness of the media.
He recommends barrel machines for high-quality polishing of parts, such as seat belt buckles and transmission and bearing shims. “They’re very shiny and very polished and made out of stainless steel, normally, which polishes up really nice,” he said.
Speed
As indicated earlier, vibratory systems generally are faster than barrel systems. Gillespie said barrel tumbling takes at least 8 hours and vibratory finishing takes no more than 3 hours, often much less.
“You can use barrel tumbling for metal,” he said, “but if you’ve got parts going out the door, why would you want to take all day?”
Schneider is less concerned with processing speed than with system size, because a bigger machine can handle more work at one time. He recalls that, early in his career, a mentor told him, “Weight is work.” Schneider noted, however, that although a 500-lb. machine can hold more parts than a 5-lb. machine, it may not matter if the volume of parts being processed is low.
Covington said he is like most people in that he focuses less on the relative speed of different systems and more on their efficiency compared with manual finishing and deburring of small parts, the sort that would be collectively processed by mass finishing.

The HT-1543-4 horizontal finisher handles a broad finishing range, from hardened steel to soft, nonferrous metals and from rough deburring to high-luster burnishing. Image courtesy of Oakland-Rampart Equipment.
While the size of parts that can be mass-finished is determined by the specific machine, Covington said parts range from less than an inch in diameter to the size of an engine block.
“Using a mass-finishing machine versus the time it takes to deburr a part individually by a person, there’s no way to compare that,” he said.
He respects the “art” of deburring by hand but pointed out that the risk of error is higher than with mass finishing.
A mass-finishing machine is, by its very nature, an automated system, which “takes the human error out of it,” Covington said. “There’s a lot of scrap reduction when you put parts in a mass-finishing system.”
Costs
Although barrel systems tend to be cheaper than vibratory systems to buy, operate and maintain, determining a mass-finishing system’s total cost can be complicated.
“When we walk into an account,” Covington said, “there are so many questions that have to be answered to really dial down to that right application,” such as the aforementioned issues of finish and geometric tolerance.
“The extra cost of the vibratory style is worth it if you have tight tolerances for geometry and finish,” according to Covington.


Parts before and after mass finishing. Images courtesy of Iso Finishing Inc. and Dave Davidson.
Schneider said the key is to match the desired finish to the operation at hand. He added that identifying the needs of the user before purchasing a machine is essential, as is focusing on the opportunity cost—the benefits forfeited by not taking another course of action—because a system may be used for decades.
“It’s not just the hard costs of the equipment and supplies,” he said. “We’ve got machines out there that we’re getting calls on that people bought in the ’50s and ’60s. Those machines have worked well for them over the years.”
Choices
Considering all the operational options, including the few discussed here, Schneider advises people to consult someone with expertise before obtaining a system. An experienced user or provider can help determine needs and priorities.
“Deburring is deburring, and finishing is finishing,” and all applications share certain characteristics, Schneider said. “But there will always be something unique about your situation, so you’ll want to do something one way with a part over here and another way with a part over there.”
Schneider said his company has attempted over the years to create a simple flow chart to help people quickly determine the exact machine they require.
“Like, if you have these eight criteria, you need this system,” he said. “But it doesn’t really work like that because of all the differences from shop to shop.”
The one easy choice, Schneider said, is to switch from manual work to mass finishing if the efficiency gained would help a company’s bottom line.
“There are still a lot of people out there hand polishing and hand deburring,” he said. “It would be terrific for more people to realize that mass finishing makes sense, it’s cost-effective and they should do it.”
Gillespie concurred that manual finishing and deburring can prove costly.
“If mass finishing can save 8 hours per day for a shop, at only $10 per hour, the company saves $18,000 a year,” he said, adding that “the actual savings for many shops are much higher than this.”
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- barrel finishing
barrel finishing
Mass finishing process that involves low-pressure abrasion resulting from tumbling workpieces in a barrel (usually of hexagonal or octagonal cross section) together with an abrasive slurry. See finishing.
- burnishing
burnishing
Finishing method by means of compressing or cold-working the workpiece surface with carbide rollers called burnishing rolls or burnishers.
- filing
filing
Operation in which a tool with numerous small teeth is applied manually to round off sharp corners and shoulders and remove burrs and nicks. Although often a manual operation, filing on a power filer or contour band machine with a special filing attachment can be an intermediate step in machining low-volume or one-of-a-kind parts.
- metalworking
metalworking
Any manufacturing process in which metal is processed or machined such that the workpiece is given a new shape. Broadly defined, the term includes processes such as design and layout, heat-treating, material handling and inspection.
- polishing
polishing
Abrasive process that improves surface finish and blends contours. Abrasive particles attached to a flexible backing abrade the workpiece.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
Author

Greg Bartlett is a former editor of Cutting Tool Engineering magazine.
Contributors
LaRoux Gillespie
(316) 218-0249
www.larouxgillespie.com
Kramer Industries Inc.
(888) 515-9443
www.kramerindustriesonline.com
Oakland-Rampart Equipment
(855) 565-3543
www.oaklandproducts.com
W.W. Grainger Inc.
(800) 472-4643
www.grainger.com

 ARTICLES
ARTICLES



