Riding herd on runout: Drilling Performance
When drilling and milling, controlling runout is critical to maximize tool life and reduce cost per hole.
Courtesy of All images: BIG Kaiser
Toolholders with increased taper-to-taper contact, such as this Mega E collet chuck from BIG Daishowa, are useful for high-speed milling since they enable stable cutting.
Many machine shops lack objective criteria for making toolholder purchasing decisions. They say every tooling manufacturer claims high accuracy, perfect balance and large clamping forces. With so many choices and little to distinguish one toolholder from the next, most purchasing decisions are made by price alone.
However, using this criteria overlooks the critical effect that runout has on machining accuracy and tool life. Many machine shops and parts manufacturers are not aware they can improve runout significantly by using the right toolholders.
Work material1055 steelSpeed, carbide250 sfmSpeed, HSS90 sfmFeed0.004 iprHole depth, 3xD0.47 “Hole depth, 5xD0.60 “Drill diameter0.118 ” (3mm)
Figure 1: Effect of runout on holemaking productivity (left). Test specifications (right).
Two important variables in determining acceptable runout are tool size and composition. With tools 3⁄4 ” in diameter or larger, runout of 0.0005 ” may not impair performance and tool life. However, with smaller tools runout may need to be much better than 0.0005 “.
Tool materials are also critical. For example, solid-carbide drills can last much longer than HSS drills—but only if runout is tightly controlled.
Our company conducted an informal customer survey by asking, “What is good runout?” The consensus was that good runout is 0.0005 “. We decided to evaluate this benchmark using tests of various cutting tools. Figure 1 shows data from drilling tests performed at the BIG Daishowa Mega Technical Center in Awaji, Japan. Each drill was tested under the same conditions, with only runout changed for each value.
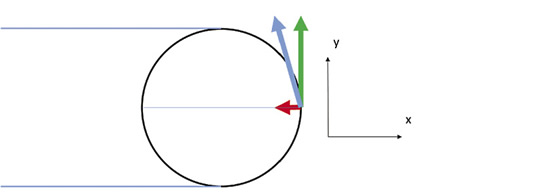
Figure 2: Effect of runout on average combined tool life for carbide and HSS tools tested.
A 3mm-dia., solid-carbide drill with 0.00008 ” of runout produced 148 holes at 3 times diameter until the primary cutting edge experienced 0.008 ” of wear, at which point tool life was considered to be over. A second 3mm-dia. carbide drill with 0.0002 ” of runout under the same conditions produced just 125 holes using the same tool life measurement. The test was repeated two more times with runouts of 0.0004 ” and 0.0006 “, with a decrease in tool life as runout increased.
The next test used the same four runout values for a 3mm-dia. HSS drill at 3 times diameter. A third test mirrored the first two, but used a 3mm.-dia. HSS drill at 5 times diameter, with through- the-tool coolant.
To summarize the results:
• Carbide has the highest sensitivity to diminished tool life due to runout. Improving runout from 0.0006 ” to 0.00008 ” tripled tool life of the solid-carbide drill. Keep in mind that tool users in our survey considered 0.0005 ” runout to be acceptable on average.
• HSS tools were slightly less sensitive than their solid-carbide counterparts to diminished life. Improving runout from 0.0006 ” to 0.00008 ” produced a 230 percent improvement in tool life. Through-coolant HSS tools were even less sensitive to diminished tool life, producing only a 160 percent improvement in tool life.
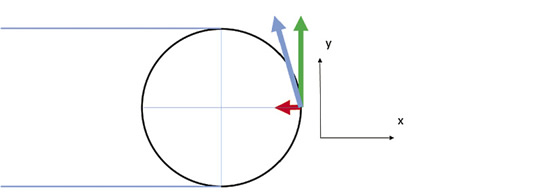
If a drill does not run concentric to its centerline, higher forces are generated in the radial direction of the highest margin, causing more wear on one side.
This data was used to plot tool life efficiency based on average results for both carbide and HSS tools. From this data, tool life efficiency can be plotted based on runout, whereby theoretical “0” runout is equal to 100 percent tool life expectancy (Figure 2). At the “acceptable average” runout of 0.0005 “, tool life is cut in half.
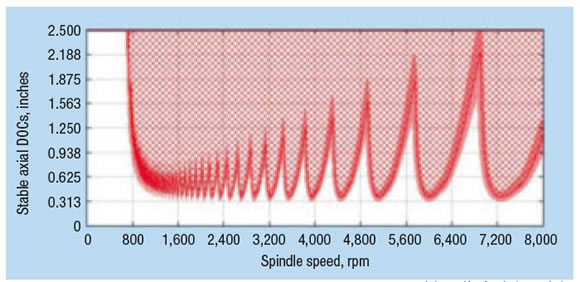
Work material1055 steelCutting speed300 sfmSpindle speed (rpm)2,900Feed rate0.004 “/fluteFeed46.4 ipmAxial depth0.60 “Radial step0.004 “
Figure 3: Effect of runout on a 4-flute, 10mm-dia. carbide endmill (top). Test specifications (directly above).
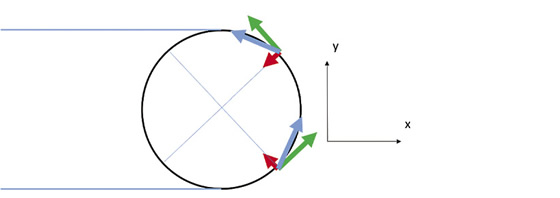
Figure 4: Maximum runout based on tool diameter and chip load.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion