Productivity-boosting boring heads: Drilling Performance
Of all the metal-removal processes, boring is one of the most challenging. Because it's a primary hole finishing method, close tolerances and smooth surface finishes are the norm. Boring heads are often applied with long length-to-diameter ratios, making chatter a concern, and, because many heads employ offset or staggered cutting tips, unbalance can be a problem.
Of all the metal-removal processes, boring is one of the most challenging. Because it’s a primary hole finishing method, close tolerances and smooth surface finishes are the norm. Boring heads are often applied with long length-to-diameter ratios, making chatter a concern, and, because many heads employ offset or staggered cutting tips, unbalance can be a problem.
Likewise, centrifugal force and the often one-sided nature of a spinning boring bar may cause unexpected results when setting and adjusting a boring head. Also, stringy chips tend to pack in front of the tool when boring blind-holes, restricting coolant flow and preventing proper cutting action—with potentially catastrophic results. Simply put, boring has long been thought of as a finicky process, one that many machinists would rather avoid.
Now that you’ve heard the bad news, here’s the good: Tooling manufacturers are facing the problems head on. Many different heads are available, from microscale versions that bore holes suitable for the doors of an ant farm to hole-hogging beasts big enough to cut telephone pole sockets. Two styles are available: finish boring heads, which typically accept one insert, and roughing heads, which have two or more to maximize metal removal.
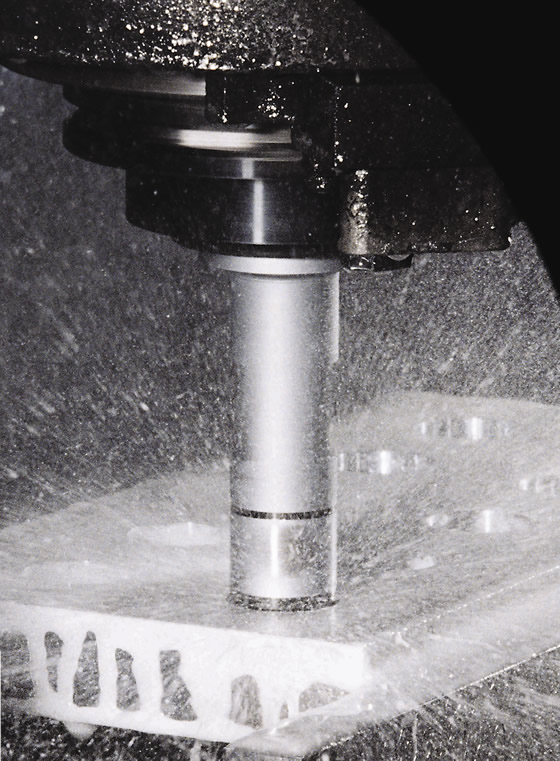
Boring a series of holes in an aluminum manifold at high rpm. Image courtesy Kennametal.
New boring technology also offers higher speeds. With the growth of high-speed spindles, boring heads are spinning faster. Yet the often nonsymmetrical construction of boring heads can make them wobble and vibrate when run beyond a few thousand rpm—especially single-edge finishing heads. Matt Tegelman, applications manager for BIG Kaiser Precision Tooling Inc., Hoffman Estates, Ill., explained that auto-balancing heads are a must-have for these situations. “They use a pinion gear to move a counterweight—as the cutting edge slides in one direction along with the cartridge (the insert holder), the weight moves opposite to it, keeping the head balanced for whatever diameter you ‘re boring.”
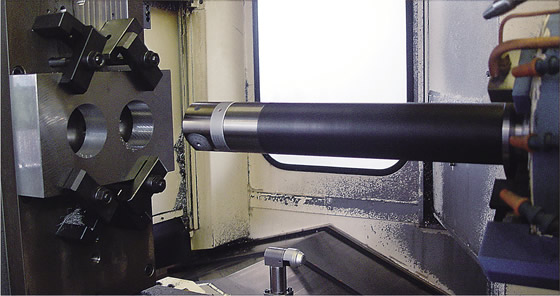
“For deep-hole finishing, we also recommend Smart Damper tools, which are used in conjunction with our auto-balance heads,” Tegelman said. The Smart Damper is BIG Kaiser’s solution for chatter, a common occurrence as boring depth increases. “Damping often becomes necessary at length-to-diameter ratios of 8:1 and higher,” he said. “Damping also allows for a heavier DOC and feed rate, sometimes two to three times that of an undamped boring head.”
The Smart Damper series covers hole diameters from 1.625 ” to 4 “, and up to 16 ” deep. For damping of bores smaller than that, Tegelman recommends a boring head together with a solid-carbide boring bar, preferably mounted in a hydraulic holder to utilize its superior damping characteristics.
“Boring heads typically use a locking mechanism to prevent movement during cutting,” Tegelman said. “As the insert wears and adjustment is needed, the operator must loosen the locking clamp, turn the dial plus or minus, and retighten the mechanism.”
Initial setup is often performed on a presetter, and in-process tweaks for tool wear are done at the machine. For tight-tolerance bores, the act of tightening the lock screw can affect the diameter. This is why Kaiser uses a special locking screw that doesn ‘t transmit the screw torque to the cartridge, thus minimizing the chance for clamping error, Tegelman said.
BIG Daishowa’s SmartDamper bored the hole on the left. The tool imparts a finer surface finish and offers longer tool life than boring tools without a damping system, such as the one that bored the substandard hole on the right, according to BIG Kaiser. BIG Kaiser Precision Tooling.
Kennametal Inc., Latrobe, Pa., addresses this potential problem differently. Marcus Paul, global product manager, hole finishing, said the company’s Romicron boring heads use an internal slide-gate mechanism to lock the head without a clamping screw. “With the Romicron, you just turn the adjusting ring until it clicks. There’s no risk of inadvertently changing hole diameter by over- or under-tightening a clamp. Each click correlates to 2µm of movement. If you need to adjust hole size by 10µm, it’s five clicks and you’re done.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion