Machine Technology: Manually measuring 5-axis centerlines
In 5-axis machining, accurate rotary axis centerlines are critical, so regularly measuring and verifying these values is also critical.
In 5-axis machining, accurate rotary axis centerlines are critical, so regularly measuring and verifying these values is also critical. While the best course of action is to measure the machine using a high-tech system intended for this purpose, in a pinch you can use a manual process.
Common shop tools, such as test indicators, 1-2-3 blocks and edge finders, give close-enough-for-now verification of centerline measurements on trunnion-style and add-on 5-axis machine configurations.
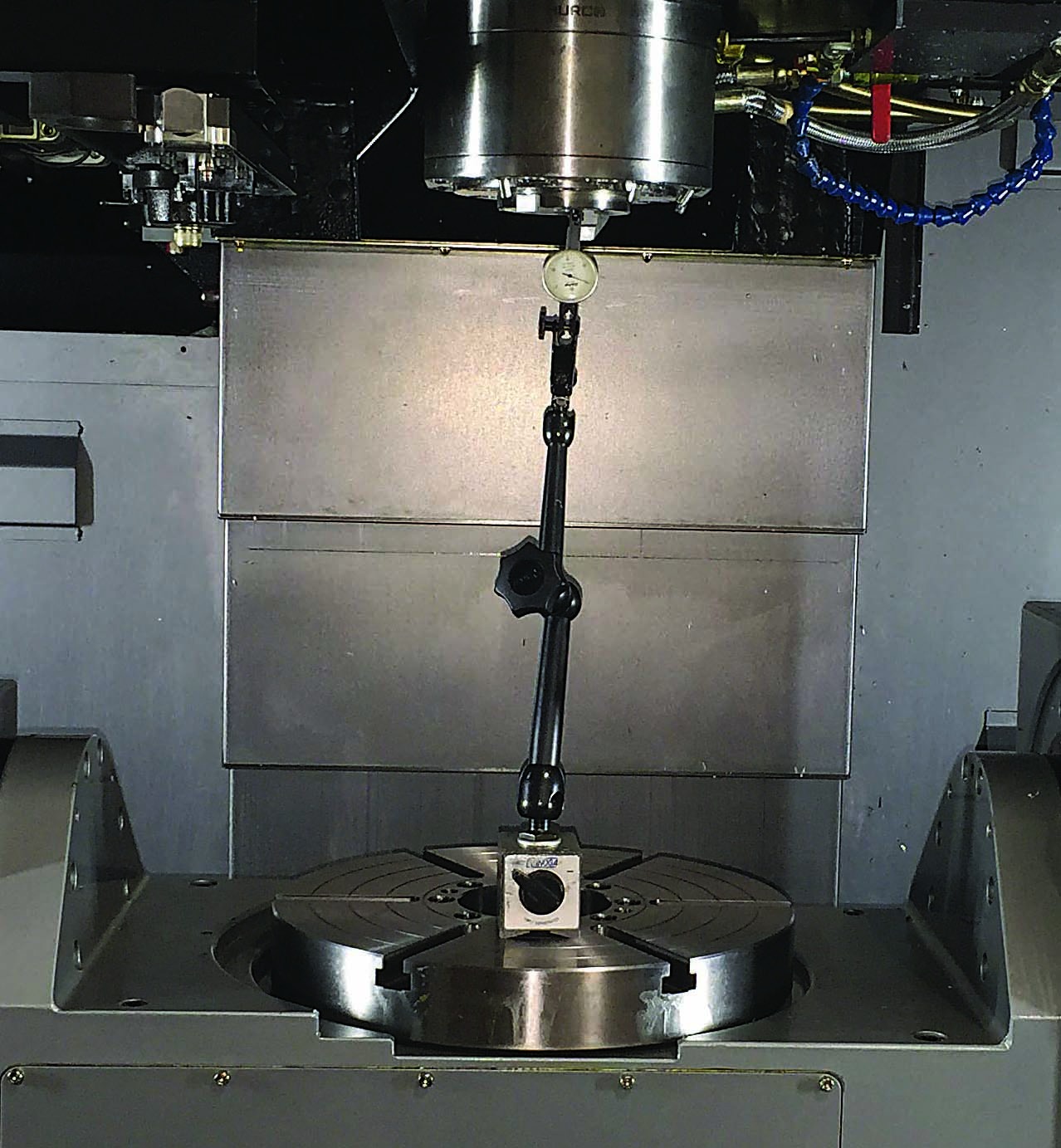
Figure 1. To find the true X and Y centerlines of rotation for the C-axis table, place the indicator and magnetic base on the table and indicate the inside of the spindle nose by rotating the C-axis table. Images courtesy of Hurco.
In all 5-axis centerline measurement procedures, the goal is to identify the location of an X-, Y- or Z-axis machine position for both the rotary and tilting axes. For example, on an A-axis trunnion machine, you need to locate the X-Y centerline location for the C-axis (the point in space that the axis rotates around) and the Y-Z centerline location for the A-axis. Although each machine tool builder might have a different set of rules for how these positions are used and the point from where they are measured, the basic idea of how to find these values is the same.
Before you follow the procedures outlined here, it is important to understand the origin point that you need to use when measuring these distances. Although the X- and Y-axis measurements are almost always measured from the machine’s home position, the Z-axis values could be different. For example, some builders refer to the spindle gage line, but others might use the face of the spindle nose itself. Regardless of the builder, knowing this information is critical, and it can be obtained easily by calling your local machine service provider.
A-axis trunnion machines are the most popular configuration, so, because of space limitations, I will limit my discussion to them.
You will need a test indicator, an edge finder and a couple of 1-2-3 blocks or a dial height gage for setting tools. Finding the X-Y centerline will be fairly straightforward and probably be the same for machines from all builders. Although the Z-axis results may vary, the following procedure will help you find the
C-axis X-Y centerline for your machine:
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

