Industrial parts cleaning faces challenges
The cleaning of industrial parts is widely acknowledged as a key value-adding step in the overall production chain. But new trends—such as Industry 4.0, miniaturization, electromobility, vehicle lightweight design and new or modified manufacturing and coating technologies—pose new challenges for cleaning industrial parts and surfaces.
The cleaning of industrial parts is widely acknowledged as a key value-adding step in the overall production chain. But new trends—such as Industry 4.0, miniaturization, electromobility, vehicle lightweight design and new or modified manufacturing and coating technologies—pose new challenges for cleaning industrial parts and surfaces.
The story is the same across many industrial sectors: automotive, component supply, mechanical engineering, aviation, precision engineering, medical technology and others. Cleaning machined components and assemblies is essential for preventing quality issues in further downstream processes and for proper functioning of the finished product. Thus, this step is also a major quality factor in staying competitive.
New Trends
In many industries, the main emphasis after machining has been removing particulate contaminants using wet chemical cleaning methods. Removing film-type contaminants has been a priority, notably when preparing parts and surfaces for coating, laser welding, tempering or adhesive bonding. The need for these cleaning steps is unlikely to change in the future. But new trends pose fresh challenges.

For fine-cleaning applications, features such as an electropolished chamber with integral wall flushing help avoid recontamination of the cleaned components by preventing the backflow of dirt or the formation of dirt traps inside the chamber. Image courtesy of Hoeckh Metal Cleaning Systems GmbH
One example is the trend toward ever smaller and more complex parts. Shorter product life cycles, smaller production runs (including one-offs), the use of new materials (typically in lightweight vehicle construction) and new production processes are other examples, not to mention major technical developments, such as electromobility, autonomous driving and the digitization of parts production.
As a result of these developments, wet chemical fine and ultrafine cleaning will become more mainstream, as will alternative cleaning processes, such as CO2 snow blasting. In turn, there will be increased demand for controlled manufacturing environments engineered for cleanliness.
Adaptable Cleaning Systems
Wet chemical cleaning will undoubtedly remain the most common technology. But to prepare for changing market needs and shifting technical demands, facilities must become flexible.
The parts cleaning industry is already anticipating emerging needs by designing plants with built-in adaptability to handle a range of parts and standards of cleanliness, as well as alternative cleaning methods. This means not only installing more efficient ultrasound systems, pressure pumps and filtration systems but incorporating technical developments that enable plant operators to adjust the cleaning parameters to match the specific size and geometry of the parts passing through the system. The ability to quickly and easily swap out cleaning tools, such as spray units, is one such development, along with the separation of cleaning and drying operations in the case of water-based cleaning.
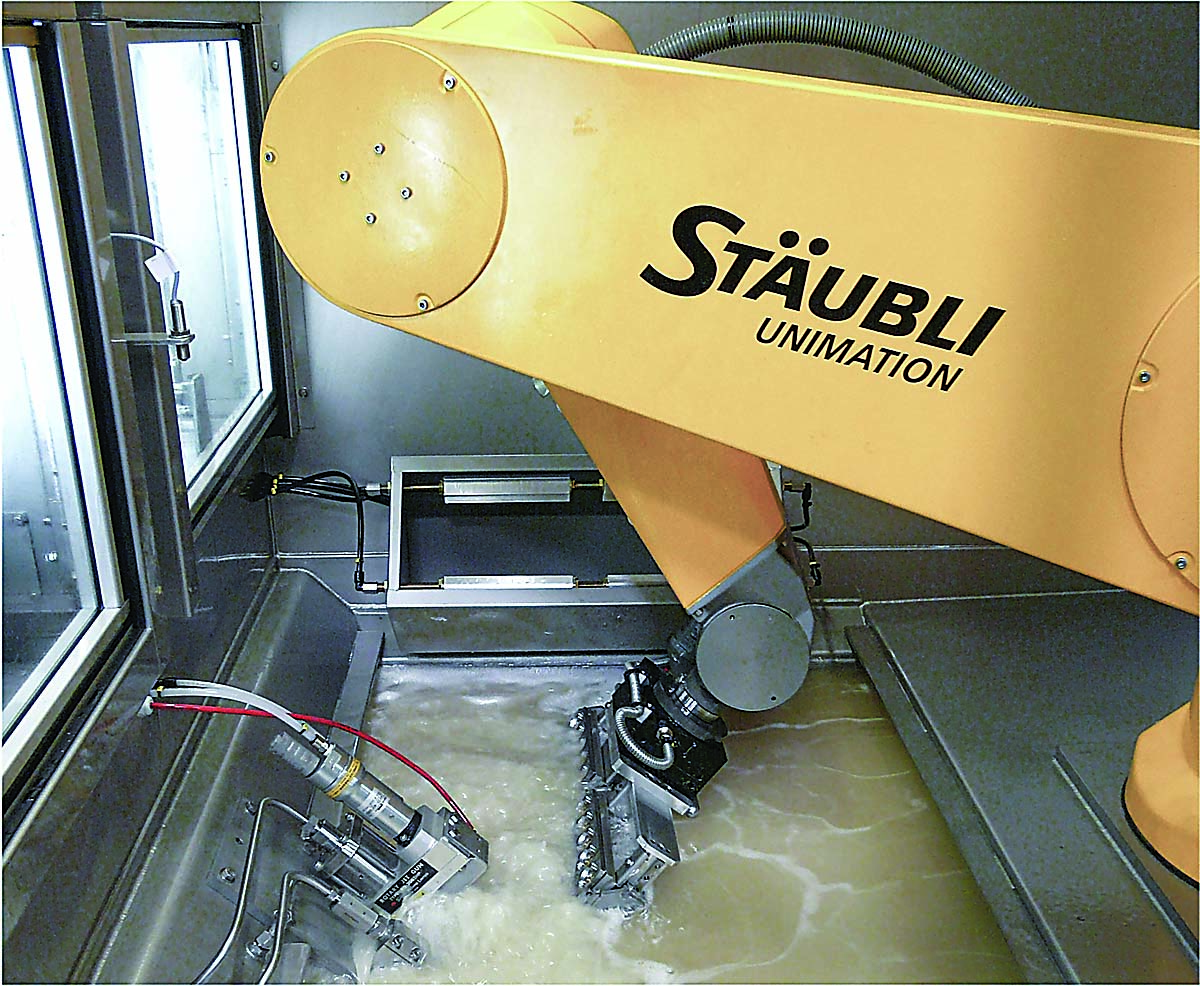
For cleaning individual parts, robots designed and specially sealed for use in cleaning machines enable various processes, such as deburring, spray cleaning and dip cleaning, as well as drying. Image courtesy of Stäubli International AG
To achieve the requisite degree of cleanliness, manufacturers are increasingly turning to fine and ultrafine cleaning processes to remove particulates and surface films. Important factors include the basic design and configuration of the cleaning plant (for example, the number of treatment stations and drying facilities), appropriate process
technology (like multifrequency ultrasound), cleaning chemistry and process design. Other technical aspects also need to be considered, including flow optimization, parts carriers, piping, automated conveyors and air management.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion