To the Finish Line
To the Finish Line
Toolmakers offer a variety of products to achieve surface finish specifications, including ones for polishing, buffing and grinding.
The surface finish required on machined components varies widely based on the application, ranging from a visual determination to a measured average roughness specification.
"There are certainly applications where it is really so far based on a visual inspection in a shop," said Anne Bonner, "but more and more we see different industries adopting measurement methods for surface finish and putting those into specifications."
The senior product manager for Norton | Saint-Gobain Abrasives in Worcester, Massachusetts, said interest in imparting finer surface finishes is growing for both aesthetic and operational reasons. The latter, for example, relates to automotive parts that experience friction in operation, where a finer finish on parts provides quieter operation and less heat generation.
Measuring the roughness of a surface finish depends on the type, quality and repeatability of the instrument used, said Thomas Namola, product development and applications engineer for Abrasive Technology LLC in Lewis Center, Ohio. He added that manufacturers sometimes are more concerned about the abrasive, or scratch, pattern, such as on the mating surfaces of cylinder heads where the finish can vary in appearance based on how the grind lines overlap and be cause for rejection.
"No difference could be measured," he said, "but it was deemed not an acceptable finish."
Tools of the Trade
What surface requirements have in common is that parts manufacturers typically need finishing tools, such as polishing and buffing tools, to achieve the requirements.
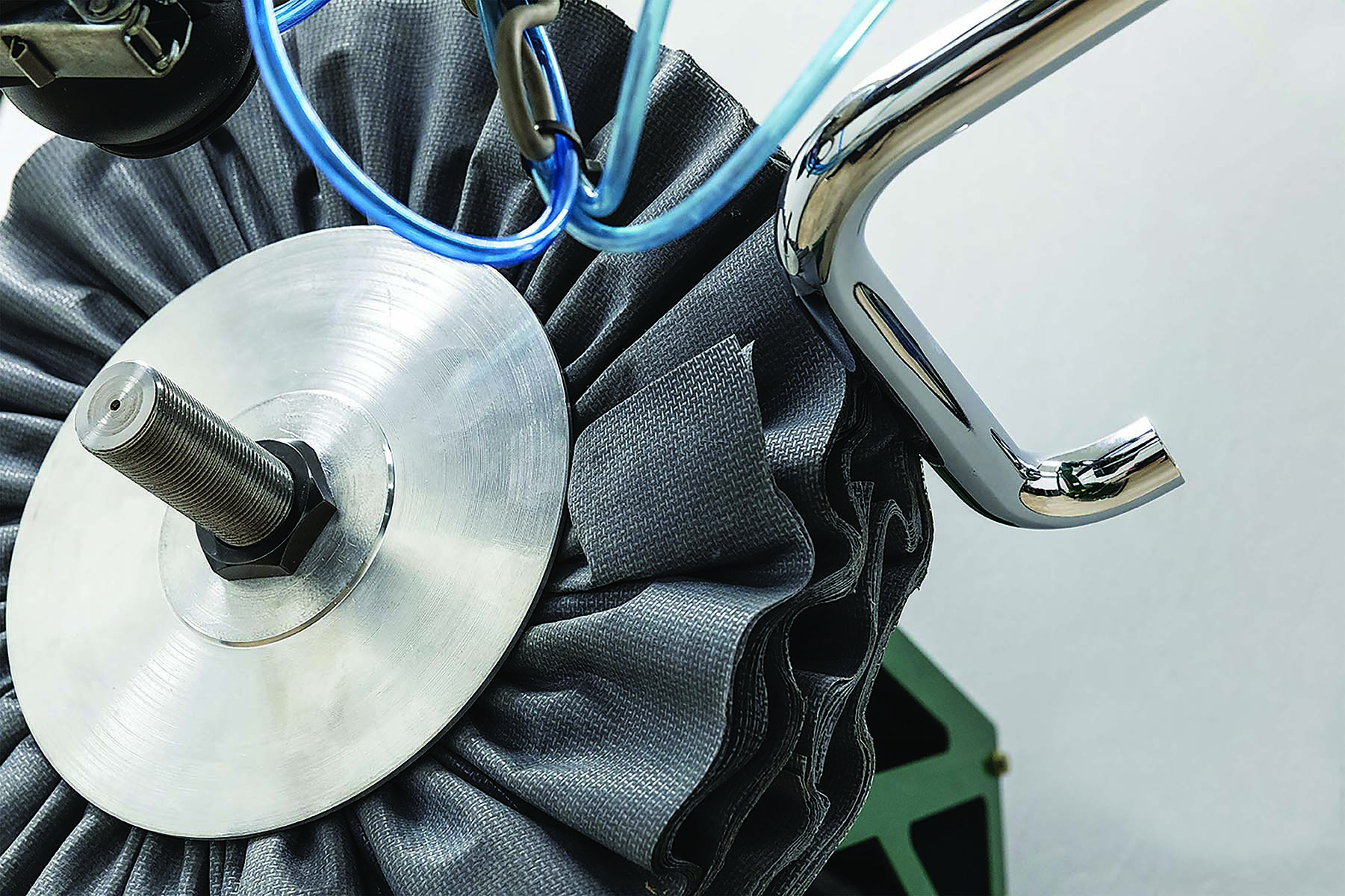
A FAB wheel buffs a faucet part. Image courtesy of Norton | Saint-Gobain Abrasives
One offering from Norton | Saint-Gobain Abrasives is NORaX U936 engineered abrasive belts.
"NORaX is our engineered abrasive product line, and U936 is one of the products within that technology envelope," Bonner said. "And that one incorporates ceramic as the abrasive type in the belt."
Primarily applied for polishing, she explained that the performance of an engineered abrasive imparts a consistent surface finish during the life of the belt.
"There are multiple layers of abrasive in the belt," Bonner said, "so you constantly have fresh abrasive that's always of the same characteristic and the same quality as you go through the belt life."
Compared with a conventional abrasive belt, she said an engineered abrasive belt requires fewer process steps to achieve the required surface finish.
"(You're) going from a four-step process to a three-step process or from a three-step to a two-step process," Bonner said.
Depending on the application and workpiece material, she said U936 engineered abrasive belts last 25% to 35% longer — or more — than a conventional or competing belt. Norton | Saint-Gobain Abrasives reports that in an application for automatically polishing stainless steel airfoils after milling them, the NORaX U936 belt lasted twice as long as a competitive engineered ceramic belt. The machine was a six-axis belt grinder running at 3,024 rpm and 1,134 m/min. (3,720 sfm).
Another finishing tool that the company offers is Norton FAB (which stands for fixed abrasive buff) buffing wheels. FAB wheels have silicon-carbide abrasive grains, which are controlled tightly for shape and particle size distribution, on both sides of the nonwoven cloth, reducing the amount of buffing compound consumed by 50% to 90%, according to the company.
Some compound still is needed for cooling purposes.
"You don't want to overheat the part since it's nearing its final form," Bonner said. "You use a little bit of compound or, in some cases, just water."
She said the reduction in compound means that less time is needed to clean up leftover compound material after cut buffing and that maintenance and waste disposal costs are lower. Less compound consumption also improves worker safety because not as much compound material is sprayed around work cells. The compound may contain petroleum or fatty acid components, which can be combustible.
"The less of the compound you use," Bonner said, "the less inventory and the less combustible material you need in your shop. That's a benefit."
Another benefit is an approximate 35% increase in the life of a FAB wheel compared with a conventional cotton buffing wheel, the company reports.
When performing semi-automatic and automatic buffing, Bonner said the machines usually have variable-speed drives, which allow more process control.
"We like to reduce the speed when the FAB wheel is used versus a regular cotton buff," she said.
Bonner noted that FAB wheels function effectively at a speed from 762 to 1,067 m/min. (2,500 to 3,500 sfm), which is up to 50% slower than the speed for a cotton buff. The slower speed does not generate as much heat in the part and helps prolong wheel life.
She said FAB wheels impart single-digit microinch Ra measurements.
"You have a good, consistent finish when it's being used and no stray scratches or random defects," Bonner said.
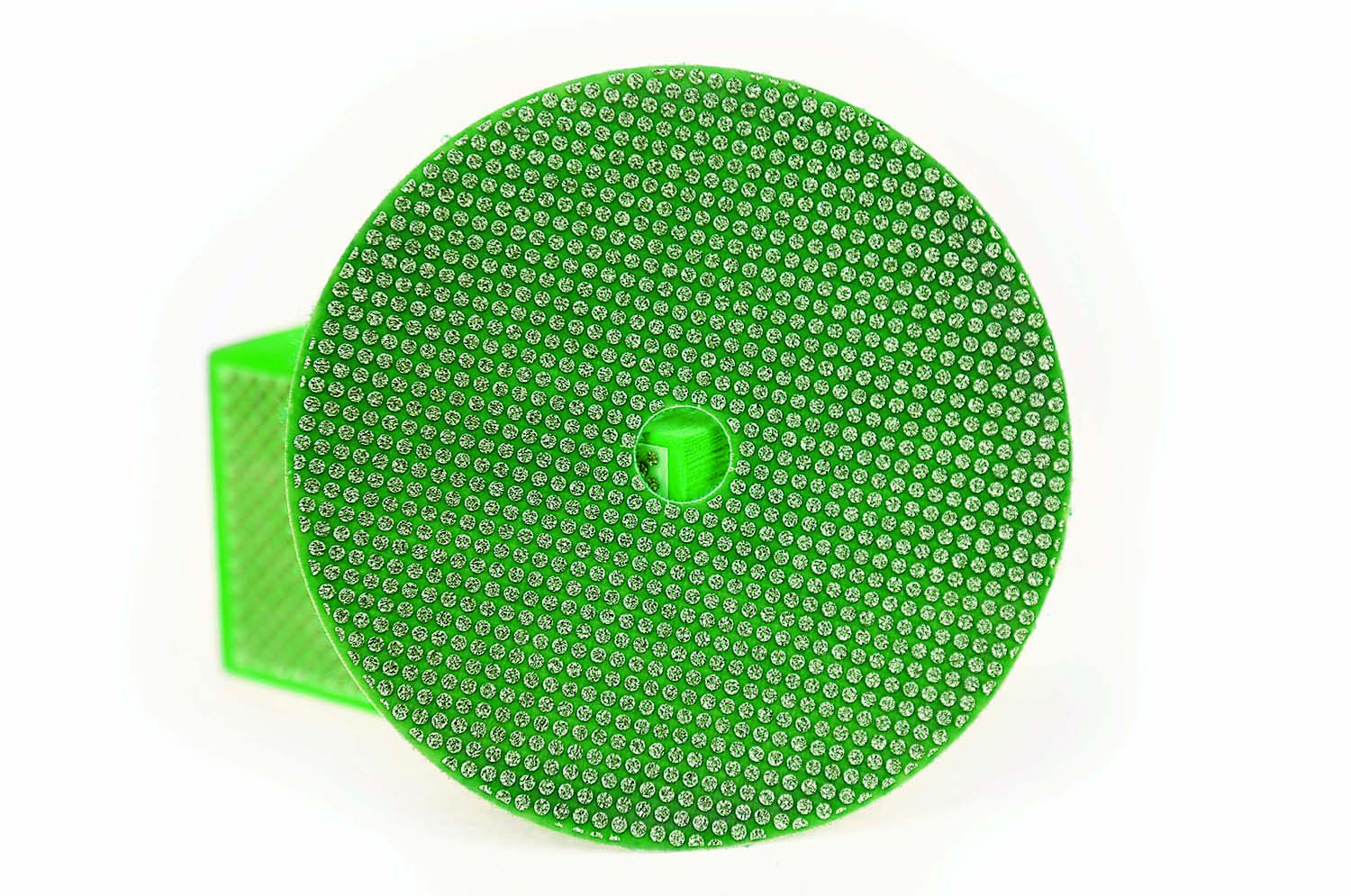
A Genesis diamond disc and hand pad is suitable for polishing composites. Image courtesy of Abrasive Technology
Because every polishing process is a bit different, one product will not fit all applications.
"We have different options to reach the required surface finish in a reasonable cycle time for a wide range of workpieces," Bonner said.
Material Matters
Abrasive Technology also provides options to impart a range of surface finishes on a host of workpieces. Namola said the company's diamond products for polishing typically target the semiprecious and precious stone market, as well as the countertop and flooring industry.
"The precious and semiprecious stonework is almost always done by hand," he said, "and there it comes down to operator technique."
Machine tools come into play when the workpiece material is steel or stainless steel. Rather than diamond, Namola said CBN is the abrasive of choice for those materials.
"Typically," he said, "this would be done in a machine rather than in a hand-held operation using a resin-bond wheel with as fine mesh or fine micron abrasive as possible to get some high levels of polish."
Namola said surface finishes for those applications range from 0.2 µm to 0.8 µm Ra (8 to 32 µin. Ra), with pure polishing occurring when the finish is around 0.1 µm Ra (4 µin. Ra) and lower. However, there is overlap between polishing and grinding and other finishing operations.
Workpiece hardness influences the effectiveness of polishing processes for steel workpieces. He noted that the hardness should be 45 HRC or harder when using superabrasives, but a slightly lower hardness is manageable.
"You're really having to look at your system and your process and your techniques so you actually polish the material and not just smear it," Namola said about steel workpieces below 45 HRC.
He said finishing stainless steel parts is more challenging because the ones in the 400 series are heat-hardenable and those in the 300 series are work-hardenable — more problematic.
Namola said softer metals, such as aluminum, copper, brass and bronze, typically should not be finished with superabrasive products.
"With a superabrasive wheel," he said, "they're going to tend to just smear, so you're not going to get a good finish. You're just going to load up the wheel by rubbing metal on metal."
Abrasive Technology also offers diamond products for finishing composites.
"In these what I call finishing operations, we're seeing more opportunity on the composite side than on the metal side," Namola said, adding that areas of growth include wind energy and land transportation.
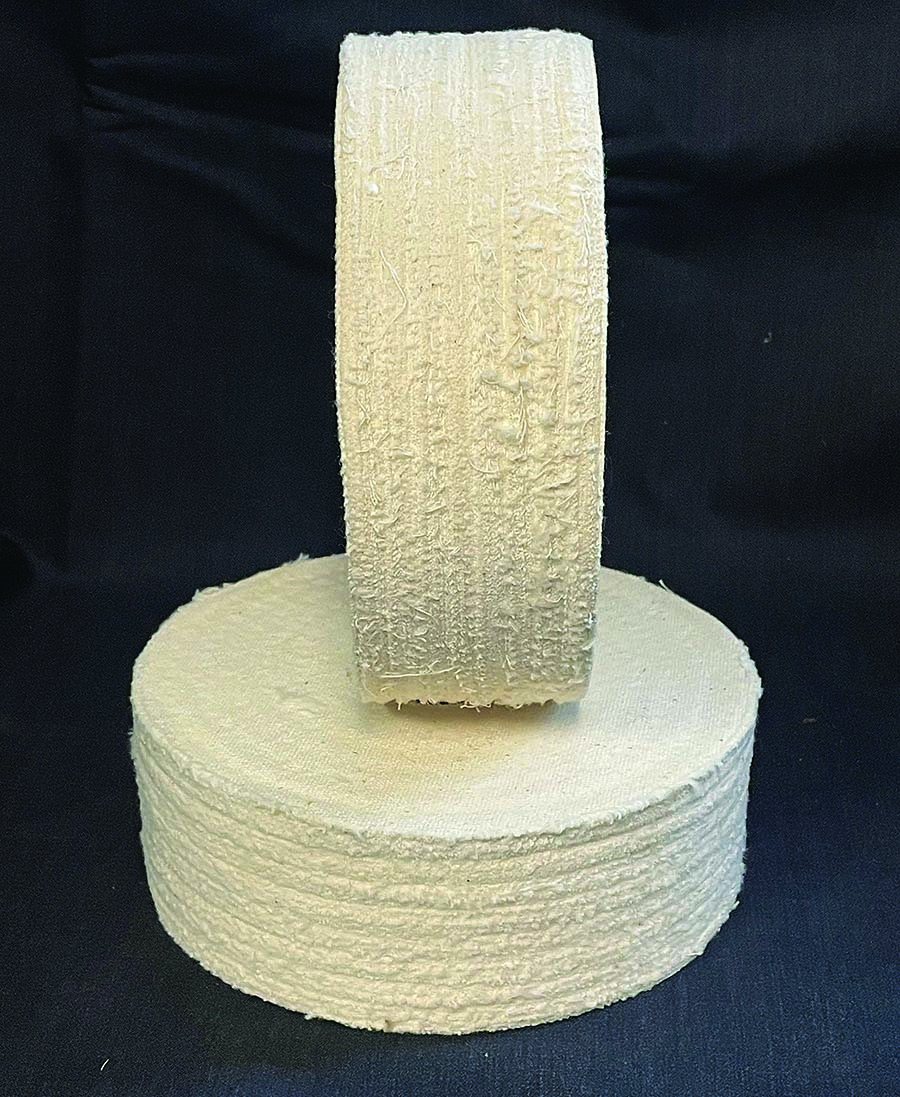
Clothflex polishing wheels are headed with hot glue or cold cement and rolled into a loose abrasive. Image courtesy of Divine Bros.
He noted that the Genesis line of diamond discs, belts and orbital pads was developed for the stone markets, but the company made adjustments to manually finish a variety of composites, including fiberglass-type materials and carbon-fiber composites. Previously, the single-layer version of that product stopped at 600 mesh, but Abrasive Technology expanded it to 3,000 mesh in increments of 800, 1,200 and 2,400 mesh. Previously, these finer sizes were available only in a resin-bond system, which would not work on composite materials.
Glue and Grit
Founded in 1892 by Bradford H. Divine with the purpose of supplying high-quality buffing wheels for industrial applications, Divine Bros. Co. has evolved to offer a comprehensive line of finishing products. Bradford W. Divine is company president.
For polishing purposes, one product that the Utica, New York-based company manufactures is the Clothflex polishing wheel. The wheels are used for flexible belting of primarily castings and part contours, said Regional Sales Manager Ryan Sessions.
"It's not uncommon for them to be coated with a glue and grit mixture to create a quasi-grinding wheel, depending on the parts that need to be finished," said Regional Sales Manager Lyndon Posch.
When headed with hot glue or cold cement and rolled into a loose abrasive, the factory-balanced wheels run true. When the abrasive is spent, the process can be repeated after freshening the wheel's face. This results in long wheel life and productivity gains, the company reports.
Customers purchase the adhesive and grit, which Divine Bros. also produces, based on finishing specifications and apply the mixture with a brush, putty knife or spatula, Sessions explained. The mix commonly is placed in a warm oven and allowed to cure for about 24 hours. Other customers use a jig setup.
"One of our bigger customers is doing 15 to 20 pieces at a time in a jig," he said.
Sessions said the number of coats, or layers, applied varies from a couple to nine or more.
"A lot of places have tried-and-true systems," he said, "and nobody does it the same."
Posch said the wheels are reusable and that the abrasive can be altered to suit specific applications. For example, an 80-grit wheel can be used until a part run is completed and then the remaining grit is removed, at which point a 150- or 240-grit abrasive is applied.
"It allows you to be a bit more versatile," he said.
All the wheels consist of layers of cloth that are glued and compressed together, but different stitching enables the cushion to be soft, medium or hard, said Regional Sales Manager Brian Hotchkiss. A soft wheel might have stitching every 19 mm (3/4"), a medium wheel's stitching might be from 9.5 mm to 12.7 mm (3/8" to 1/2"), and a hard wheel will have close-knit stitching of 3.2 mm (1/8").
"It gives you different feels of cushion on the face of the polishing wheel depending on the amount of contour and the shape of the part that you need to polish," he said.
Because not all part finishing work is equal, end users appreciate having a host of tools available.
"Every polishing process is a little bit different," Bonner said, "so having a range of options to choose from in order to reach the surface finish that is required in the application is a distinct benefit."
Glossary terms in this article





