Finish boring tools that ‘just work’
END USER: Southland CNC Inc., (706) 778-0369, www.southlandcnc.com.CHALLENGE: Reduce scrap and tackle challenging jobs.SOLUTION: Adjustable finish boring heads.SOLUTION PROVIDER: BIG Kaiser Precision Tooling Inc., (888) 866-5776, www.bigkaiser.com.
END USER: Southland CNC Inc., (706) 778-0369, www.southlandcnc.com.
CHALLENGE: Reduce scrap and tackle challenging jobs.
SOLUTION: Adjustable finish boring heads.
SOLUTION PROVIDER: BIG Kaiser Precision Tooling Inc., (888) 866-5776, www.bigkaiser.com.
Each time Steve Jobs took the stage at an Apple product release event, attendees could rely on him summarizing the performance of the company’s newest gadget with one confident phrase: “It just works.”
Just because the phrase holds water for a tech company whose products evolve each year, there’s no reason it can’t also apply to a boring head designed to perform consistently after years of use.
At Southland CNC Inc., a Cornelia, Ga.-based job shop, two lines of boring heads have not only ensured parts are machined to tight tolerances, but have generated new business. The Kaiser 112 and 310 series of finish boring heads from BIG Kaiser Precision Tooling Inc., Hoffman Estates, Ill., have reduced scrap rates, exceeded the performance of customer-supplied tooling and earned the loyalty of operators, according to Darren Parks, Southland CNC’s process manager and CNC programmer.
Courtesy of Southland CNC
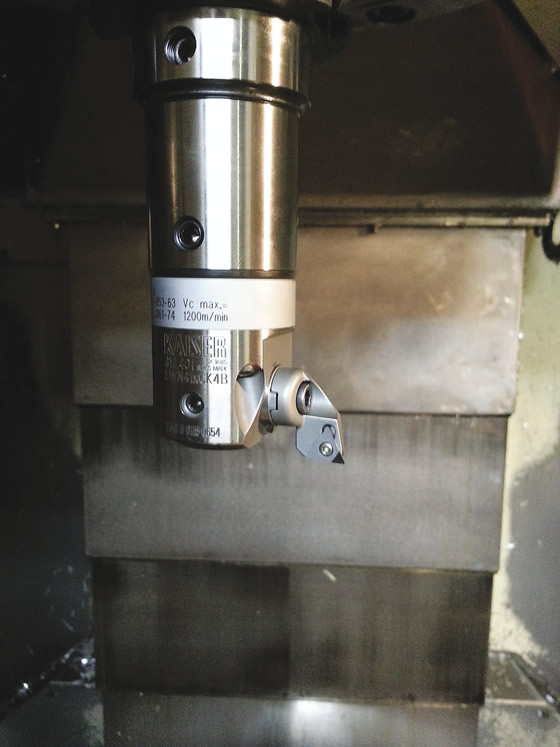
The Kaiser 310 finish boring head is easily adjustable with an Allen wrench and holds true while changing and tightening the tool’s diameter path.
Most of the parts the shop bores with the heads are for the aerospace industry, and are produced on vertical machining centers.
Much of the material Southland CNC machines is aviation-grade die cast aluminum. The shop also manufactures some sand cast parts. Depending on the workload, the 40-employee company runs two or three shifts at its 15,000-sq.-ft. facility, located about 75 miles northeast of Atlanta.
Parks explained that when he receives a blueprint and quotes a job, the hole diameter doesn’t influence the cost because he knows the boring heads work. “We look at other factors to see what could cause us problems, scrap or downtime.”
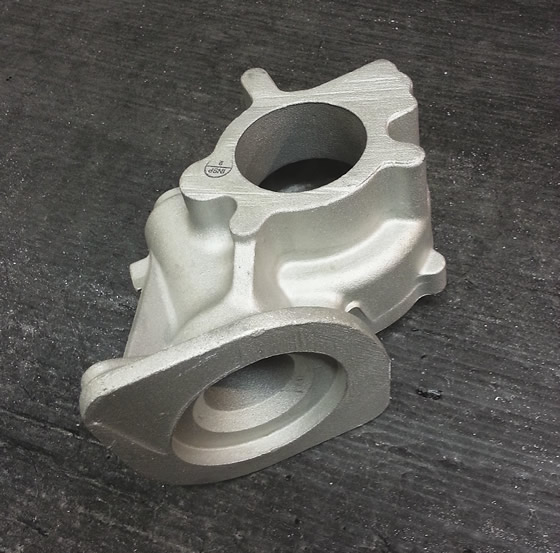
One challenging job involves machining aluminum that has layers of steel laminated into it for aircraft engine magneto ignition systems. Because the steel helps generate the power for the spark plug, a boring head cuts both steel and aluminum. Interrupted cutting a hole 2″ to 3″ (50.8mm to 76.2mm) deep only adds to the challenge.
A coil inside the housing and a magneto shaft, which has steel laminations and is magnetized, also assist in generating power, Parks added. As the magneto shaft passes in front of the steel in the magneto housing, the coil is charged and the spark plug ignites.
Courtesy of Southland CNC
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion