Tips that shed light on some aspect of machining are tips worth mentioning. Following are some unusual methods of machining that have worked for me.
- Experiment with unorthodox cutting routines once in a while. However, these routines won’t always work, so be prepared. One day, an order arrived for about a dozen teardrop-shaped parts. I wondered how I was going to hold the parts for machining. After going through various planning scenarios, I came up with an unorthodox plan that would cover the entire job in one setup. Co-workers thought I was crazy. I even thought I was crazy, but the method worked. I chose to stand a bar of aluminum on end and then cut the profile very close to size with a keyway cutter while stepping down the cutter a little at a time. The bar of aluminum provided the rigidity I needed to make the cuts.
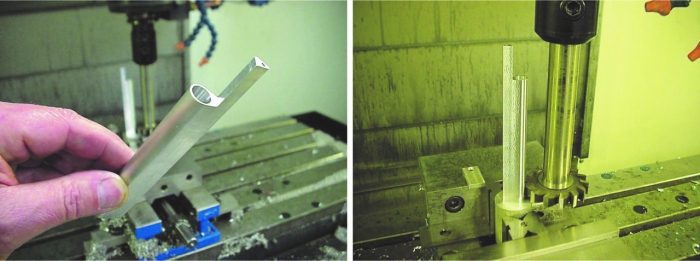
An example of a teardrop-shaped part produced with an unusual method of machining. Image courtesy of J. Harvey.
- When engraving, make sure the surface being engraved is flat. Engraving is a task that CNC machines perform splendidly. In one shop where I worked, I had to use a pantograph to do the engraving—what a pain. With CAD/CAM equipment, engraving is a breeze. I like to apply off-the-shelf ballnose endmills for engraving when I can. With relatively large lettering and symbols, ballnose endmills work well. For small lettering, often seen in mold cavities, pointed tools are commonly used. Because engraving cuts are shallow, you must make sure the surface being engraved has been either indicated flat or cut flat (unless engraving a 3D surface). Uneven engraving really stands out, especially when using ballnose cutters. With flat-bottom cutters, you can get away with more unevenness across the surface being engraved.
- A time will come when off-the-shelf cutters won’t do the job. To be truly independent, you should learn to make specials, which require craftsmanship and cutter-grinding skills. I’ve employed the following method as a basis for making many specials: Drill a through-hole the size of the carbide rod near the end of a piece of bar stock. The bar stock will serve as the tool shank. Mill the end of the stock until about 75 percent of the hole remains. Stake the pre-slit carbide in place with a center punch, and silver-solder the assembly. Then grind about 5° relief and clearance into the carbide. These sturdy cutters are suitable as boring bars, undercutting tools and single-flute keyseat cutters.
- Use 3D milling in a pinch to machine large countersunk holes. Because the process is slow, 3D milling is not an ideal method if you have many holes to countersink. However, if you don’t have a large enough countersinking tool or you have just a few holes to countersink, the method can be useful. Large countersinking tools cut with a lot of pressure, which can cause material bending, tearing and chatter.
I hope these tips add to your machining knowledge.
Related Glossary Terms
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- clearance
clearance
Space provided behind a tool’s land or relief to prevent rubbing and subsequent premature deterioration of the tool. See land; relief.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- countersink
countersink
Tool that cuts a sloped depression at the top of a hole to permit a screw head or other object to rest flush with the surface of the workpiece.
- countersinking
countersinking
Cutting a beveled edge at the entrance of a hole so a screw head sits flush with the workpiece surface.
- flat ( screw flat)
flat ( screw flat)
Flat surface machined into the shank of a cutting tool for enhanced holding of the tool.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- relief
relief
Space provided behind the cutting edges to prevent rubbing. Sometimes called primary relief. Secondary relief provides additional space behind primary relief. Relief on end teeth is axial relief; relief on side teeth is peripheral relief.
- shank
shank
Main body of a tool; the portion of a drill or similar end-held tool that fits into a collet, chuck or similar mounting device.
- through-hole
through-hole
Hole or cavity cut in a solid shape that connects with other holes or extends all the way through the workpiece.
Author

James A. Harvey is a machinist and moldmaker who has worked in shops across the U.S. for nearly 40 years. Harvey’s Shop Operations column for Cutting Tool Engineering magazine is adapted from information in his book “CNC Trade Secrets: A Guide to CNC Machine Shop Practices,” published by Industrial Press Inc., South Norwalk, Conn. The publisher can be reached by calling (888) 528-7852 or visiting www.industrialpress.com. By indicating the code CTE20OFF when ordering, CTE readers will receive a 20 percent discount off the book’s list price of $29.95.
 ARTICLES
ARTICLES



