Clearing the air
Oil mist filtration for machine tools makes for a cleaner working environment and better operating conditions for machines.
Oil mist filtration for machine tools makes for a cleaner working environment and better operating conditions for machines.
Every workday, Francine boots up her computer in the office at the machine shop where she works and contends with oily smoke pouring from the PC. A likely scenario? Hardly!
However, it doesn’t seem so outrageous for shop floor personnel to be exposed to oil mist and oily smoke generated during the machining process, even with worker safety rules regulating the amount. But that sentiment is rapidly changing. More metalworking facilities are equipping their machine tools with systems that collect and filter oil mist to clear the air and recycle the captured coolant.

Courtesy of Royal Products
If a shop owner wouldn’t expect office personnel to work with oily smoke pouring out of their computers, they shouldn’t expect shop workers to operate machines with oil mist coming out of them.
“The most important reason we’re selling more mist collectors today than ever before is people just expect a good working environment,” said Tom Sheridan, vice president of marketing for Royal Products, Hauppauge, N.Y., which is the U.S. and Mexican agent for the Filtermist oil mist filtration system. “It’s hard enough to get young people interested in manufacturing. They are going to be a heck of a lot less inclined to come into a dirty environment.”
In addition to minimizing the amount of oil mist shop workers breathe, oil mist filtration prevents mist from damaging a machine’s control because electronics and moisture don’t mix well. “The cleaner you keep the environment your machine tools are operating in, the longer they last,” said Mark Eve, owner of Diversified Air Systems Inc., Louisville, Ky., which offers Maxflo oil mist collectors.
Eve added that an oil mist collector keeps heat from building up inside the machine cabinet so the machine runs cooler, which can enhance part accuracy, and exhausting the mist and smoke through the collector improves cabinet visibility.
Not only does airborne oil mist eventually land on workers, posing a risk of dermatitis and other skin ailments, it lands on lights, darkening a shop; on machines and walls, increasing housekeeping; and on floors, creating a slipping hazard. The oil mist also enters the heating, ventilation and air-conditioning system, creating expensive problems.
“I’ve gone into plants where the cost to heat and cool the plant is ridiculous,” Eve said. “Two reasons: They are exhausting too much air outside [to reduce indoor mist] and the oil mist gets into the coils and clogs them, so the HVAC guys are repeatedly changing the filters and cleaning the coils.”
In addition, airborne oil mist doesn’t instill confidence in a shop’s abilities to visiting prospects. “It’s kind of like if you go into a shop to get your car serviced and it’s a dirty mess—you don’t expect the quality of work to be as good as at a clean shop,” Eve said.
Equipment Choices
Various types of equipment are available for collecting and filtering oil mist, including media filtration, fiber-bed and electrostatic precipitator systems, each with certain benefits. With electrostatic filtration, filter replacement costs are virtually eliminated, according to Patrick Cherry, owner of distributor Environmental Clean Air Co., Loganville, Ga. Instead, users clean the filters, or collection cells, about once a month, depending on the application.
“We recommend our customers have a spare set of filters so they can pull the dirty filter, put the new filter in, wash that dirty filter and have it ready to go into the next system or back into the same unit,” Cherry said. He cautioned, however, to clean the filters with a noncaustic solution and to soak and rinse them, possibly in an industrial dishwasher, rather than scrub them. This is because scrubbing can alter cell spacing and create pockets where filtration doesn’t occur. “Electrostatic filters are meant to be permanent filters with proper care,” he added, noting the rated media filtration efficiency is 95 percent at 0.3µm.
Courtesy of Royal Products
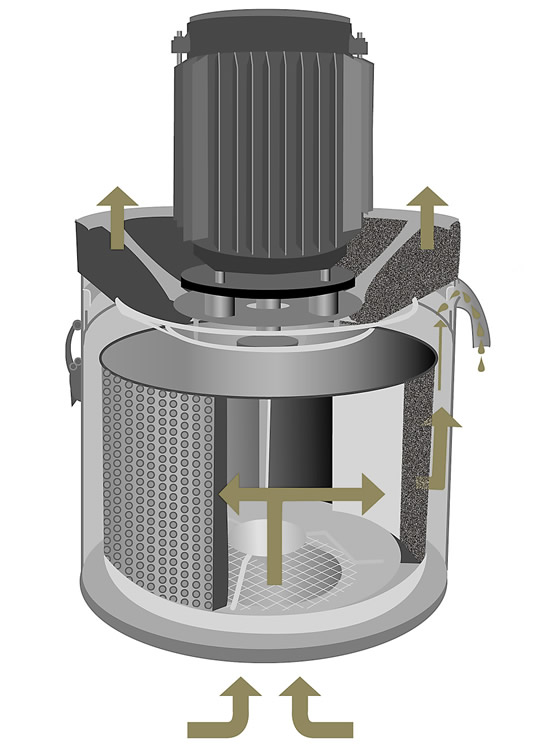
Royal Products’ Filtermist uses the mechanical principle of centrifugal impaction to draw oil mist from the machine tool, grow the particles into droplets and return the coolant to the machine’s coolant tank while blowing oil-free air past the motor and into the shop.
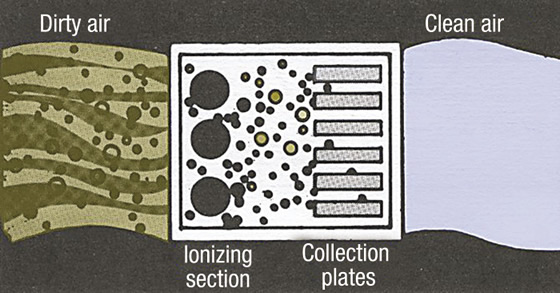
Electrostatic technology uses electricity to generate a positive or negative charge on a collector plate and oppositely charged plates repel one another at 3,000 times the force of gravity, Diversified Air Systems’ Eve noted. A static charge is placed on the airborne particles, which are then drawn to the plates. “Those are very effective on smoke,” he said, but only if maintained. “Most factories have limited maintenance personnel, so cleaning a nonproduction piece of equipment typically gets neglected.”
Fiber-bed systems can remove 99.5 percent of submicron-mist particles using beds of fiberglass in a cage structure to collect oil mist via Brownian diffusion. This is a process by which particles, subject to the random forces that result in Brownian motion, move from areas of higher concentration to areas of lower concentration.
According to Eve, users must typically purchase filters from the system manufacturer at a cost of several thousand dollars each.
On the other hand, filters for media filtration systems are available from a host of suppliers. Eve pointed out that the media method accepts a one-time use, disposable fiberglass bag filter. “Dollar for dollar, the best approach is a media filtration system,” he said. “It’s middle-of-the-road and people are typically happy with it from a filter-cost standpoint and from a cost-of-capital standpoint more than anything else.”
Media filtration captures about 95 percent of the particulate down to 0.1µm, Cherry noted, and the captured oil drains out the bottom of the media filtration unit.
“You don’t need to take out 99.97 percent of the particles, as they would do in a surgical room,” Eve said. “If you can get 90 to 95 percent of it, that’s an acceptable range.”
Mechanical Means
The mechanical principle of centrifugal impaction is another way to filter oil and oily smoke mist. It’s how the Filtermist oil mist filtration system from Royal Products operates, using three main components: a perforated drum, three-phase motor and outer housing. Sheridan explained that the motor rotates the drum at about 3,500 rpm to create suction, drawing mist particles from the machining center into the center of the drum, where they collide with the drum vanes and each other and coalesce to form droplets. The droplets then pass through perforations in the drum, and centrifugal force causes them to be thrown onto the inner wall of the housing.
“They bead up on the inner wall of the housing under pressure until they get to an oil return channel, where they are returned to the machine’s coolant sump, and clean air blows out through the top around the motor,” Sheridan said. “Basically, it’s a closed-loop system.”


Courtesy of Royal Products
A Royal Products Filtermist unit can mount directly on the machine tool (top) or be suspended above it.
The filtration system also has porous polyether pads. The pads line the drum and slow airflow through the system to maximize contact with the drum vanes for enhanced impaction efficiency. Sheridan emphasized that the pads are not filters and do not become saturated, but should be inspected after 1,000 hours of operation and replaced after 2,000 hours.
The filtration units can be mounted on the machine tool, on an adjacent stand or suspended from the ceiling and connected to the machine with a short piece of duct work. The units can also be mounted on casters to enable rolling a unit from machine to machine. One unit can also be ducted to simultaneously serve more than one machine, but Sheridan recommends one unit per machine. By minimizing the hard or flexible duct work, the ducting doesn’t need to be rearranged every time a shop adds or moves a machine, which can be costly.
Courtesy of Environmental Clean Air
Electrostatic technology uses electricity to generate a positive or negative charge on a collector plate. A static charge is placed on the airborne particles, which are then drawn to the plates.
Diversified Air Systems’ Eve pointed out that it’s difficult to stop duct leakage, which requires a time-consuming process to clean the duct, make sure it’s dry and regasket or caulk it to put it back together. “That’s one of the biggest headaches to a central, or ducted, system,” he said. “We do duct work all the time, but it takes extra thinking and precaution.”
Eve pointed out that a modular or semimodular filtration approach is generally more beneficial than a central system for operating multiple machines with one filtration system. A modular arrangement allows a user to turn off the filtration system for machines that are temporarily not making parts. “Whereas with the central system, everything is on or everything is off unless you get into some very elaborate controls,” he said. “That can double the cost of the equipment to modulate how much air is going through the mist collector.”
Pressure’s On
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion