

Be cautious when changing coolant
A company running a centralized coolant system with neat oil seeks help from the Grinding Doc. The shop's oil supplier is promising great things if the shop switches to a newer oil product. But it seems like such a grand undertaking.
Dear Doc: Our company runs a centralized coolant system with neat oil. The oil is old, and our oil supplier is promising great things we if switch to a newer product. But it seems like such a grand undertaking. What’s your take?
The Doc Replies: If you’re running a central system with thousands of gallons of coolant, doing a wholesale coolant change is a risky venture. Two companies have told me they changed their coolant over a weekend, ran the new coolant for 2 weeks, experienced terrible burn problems and switched back to the old coolant. The hundreds of thousands of dollars in coolant costs wasn’t the killer; it was the 2 weeks of lost production.
Curiously, they didn’t even test the new coolant before switching, simply taking a leap of faith and trusting the coolant companies.
When one of my customers says he’s thinking of trying a new coolant, I set up an evaluation program. This involves isolating one grinder with a separate coolant tank and running three batches of different parts under standard production conditions with a standard coolant. Then, we put in the new coolant and run the exact same batches of parts under the exact same conditions. When doing this, we don’t just inspect the parts for visual burn, because that wouldn’t tell us much. We measure form loss. In addition, we use my Grindometer device to measure grinding power.
The figure shows results from a customer who grinds tungsten-carbide endmills. The company tested two coolants while grinding three types of parts. The results show the power was consistently lower when using coolant No. 2 than coolant No. 1.
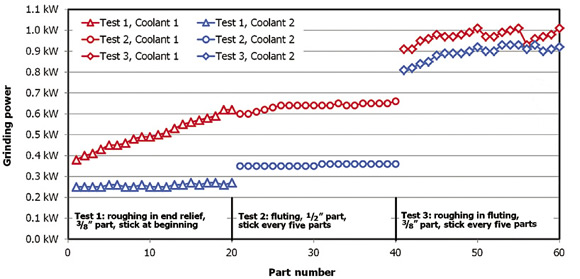
Courtesy of J. Badger
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.




MFGAxis Discussion