Two (or More) for One
Multiple-operation cylindrical grinding machines enable shops to complete parts in a single setup.
Multiple-operation cylindrical grinding machines enable shops to complete parts in a single setup.
Part manufacturers have traditionally performed grinding in single operations on multiple single-wheel machines. But grinding machines that allow multiple operations in a single setup offer advantages.
The two main benefits of multiple-operation grinders are enhanced repeatability and reduced cycle time. The latter is achievable because work handling between operations is reduced or eliminated. Also, part accuracy improves because dimensions between part features can be better maintained.

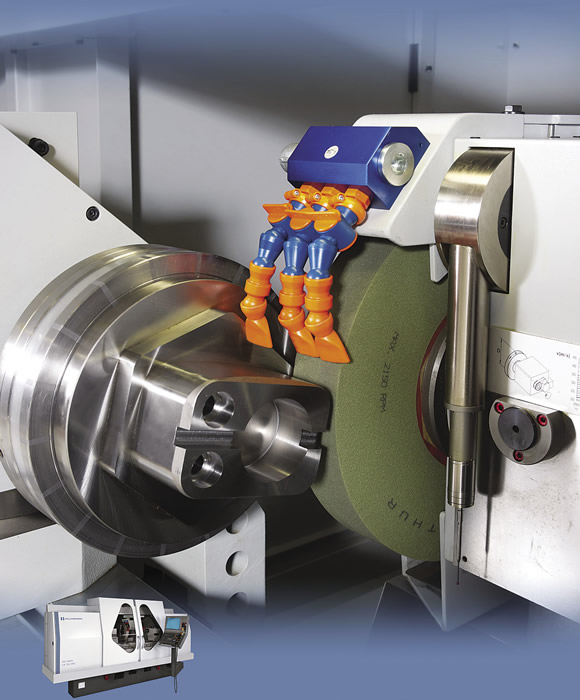
Courtesy of United Grinding
Grinding of a hexagon form using a Studer universal cylindrical grinding machine with a form grinding option.
“As you reduce the number of setups, you also reduce the chance of making a mistake or having to make offsets or adjustments in the part,” said Shane Farrant, national product manager for grinding machines, Toyoda Machinery USA, Arlington Heights, Ill. “If you flip the part on the machine or have to go to another machine, different variables can be introduced.”
Another benefit is faster throughput. “By grinding in one setup, you eliminate the locating, fixturing and load/unload time going from one grinding machine to another,” said Dennis Peters, account manager for Cinetic Landis Corp., Hagerstown, Md. “This eliminates what we call the ‘parasitic time,’ the nongrind time.”
Also, a single-wheel grinding machine requires more wheel changes. “It can take 15 to 30 minutes for a wheel change, whereas if you can just index to a different wheel it takes seconds,” said Jeff Hilliard, national sales manager for the Grinding Group at Hardinge Inc., Elmira, N.Y.
Courtesy of United Grinding
A single spindle on the turret wheelhead, holding two wheels on each end (above), and a multiple-spindle turret wheelhead (below), able to hold multiple grinding wheels.
A fourth benefit is that one universal cylindrical grinder can replace four or five single-wheel grinding machines. Fewer machines, of course, take up less space and require fewer operators.
Traditionally, universal cylindrical grinding machines allow a cylindrical part to be ground externally as well as internally in the same setup. Due to accuracy and quality requirements, typical applications include auto parts, such as those used in engines, transmissions, fuel injectors and pumps, as well as crankshafts and camshafts. Other parts include diesel rod assemblies, oil and natural gas pump components, compressor components, and aerospace components, such as gears, gear shafts, pistons and other aircraft engine components.
Hilliard said the customers for Hardinge’s universal cylindrical grinders include those for which “parts are typically high value and low-production volume. For example, in the die and mold industry, there might be just two pieces per mold but those pieces cost between $10,000 and $20,000 each. Grinding is typically the final operation.”
Heads and Spindles
Universal grinding machines can have one wheelhead with several spindles for grinding wheels or multiple wheelheads with multiple spindles for wheels. “You could have a multiple-spindle turret wheelhead able to hold multiple wheels. You could also have a single spindle on your turret, holding two wheels on each end,” said Hans Ueltschi, vice president of sales, Cylindrical Div., United Grinding Technologies Inc., Miamisburg, Ohio.
He added that the machine can do multiple operations simultaneously, such as ID and OD grinding or face and ID grinding. “Or the machine performs the operations in sequence,” Ueltschi said. “Sequential operations take longer but make the grinder really flexible, improving the work envelope and geometry inside the machining area.” United sells both types under its Studer and Schaudt brands.
Toyoda’s universal grinding machines have one wheelhead with two or three spindles and grinding wheels. The machines do not do operations simultaneously, but do perform them in the same setup.
“The typical three-wheel configuration for a universal machine is one plane, one angular and one ID spindle,” Toyoda’s Farrant said. “The plane wheel is used for plunge/traverse grinding; the angular wheel can be used for face, various OD and shoulder work; and the ID wheel is used for internal grinding. There are various ways to configure the grinder, depending on the application. For instance, some customers will use two plane wheels of different grits on the same machine instead of mixing plane and angular wheels. In this case, one wheel is used for roughing and one for cleaning up tight surface finish requirements.”
Cinetic offers universal grinding machines that have two wheelheads with two spindles each. Each wheelhead can have a B-axis. “The B-axis is what pivots about a fixed bearing located in the wheelhead and allows you to apply that second spindle on each of the wheelheads,” Peters said.
The machine can apply two wheels simultaneously, but only one spindle at a time on each wheelhead. Doing two operations depends on where on the part the features are being ground. “For example, say you are grinding the OD and face of the post and the flange on a crankshaft,” Peters said. “You can do those simultaneously because they are on opposite ends of the shaft. You would have a center drive to rotate the workpiece from the central feature of the crankshaft and then you could simultaneously grind the flange and the post on the opposite sides of the shaft.”
Other operations performed on a universal cylindrical grinder include vector grinding (grinding a face and an OD simultaneously) and interpolation. “If you want to generate a radius with the corner of a grinding wheel, you can use interpolation,” Peters said.
He noted that Cinetic is developing a unique application for the ECOFLEX universal grinding machine that finish grinds the part and then polishes it with a polishing head, all in one chucking.
Hardinge’s Kellenberger universal grinding machines do not grind simultaneously. The machine has one wheelhead with up to four wheels on it.
In addition to grinding ODs, IDs and faces, some universal cylindrical grinders feature a C-axis for the workhead that enables form and thread grinding.
Courtesy of Hardinge
Hardinge’s Kellenberger Kel-Varia universal grinding machine has one wheelhead with up to four wheels on it. In addition to grinding ODs, IDs and faces, it features a C-axis for the workhead that enables form and thread grinding.
“On the Kellenberger line, we can grind a square, a triangle, whatever the shape may be,” Hilliard said. “We also have a new feature that permits CNC jig grinding. The combination of direct-drive C-axis capability and a new hydrostatic B-axis capability allows us to do nonround and what we call off-center, or jig, grinding. In the past, you could always grind a shape but the accuracy may not have been to a quality a grinding machine is normally held. The direct-drive C-axis workhead allows us to achieve positioning and profile accuracy in the 2µm to 3µm range on the part.”
United’s Studer brand universal grinding machines also feature a C-axis for form and thread grinding.
Some universal cylindrical grinders can perform peel grinding in one setup as well as OD grinding. In peel grinding, a narrow grinding wheel moves in a traverse path across a workpiece. Examples of parts peel grinding is used for include shafts and carbide cutting tools.
“With peel grinding, you are utilizing much higher surface speeds on the wheel,” Hilliard said. “And instead of using a conventional grinding wheel, you typically use a superabrasive wheel.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion