Testing: The ups and downs of wheel performance when creep-feed grinding
Results from testing aluminum-oxide vitrified-bond wheels and diamond wheels in three different bond systems show the proper diamond roll dresser design, application methods and…
Results from testing aluminum-oxide vitrified-bond wheels and diamond wheels in three different bond systems show the proper diamond roll dresser design, application methods and wheel specification can help manufacturing engineers achieve optimal results from creep-feed grinding.
The tests focused on three main areas: up vs. down grinding, creep-feed grinding and the choice of bonded diamond wheels or electroplated diamond wheels when grinding tungsten carbide.
All images courtesy of Norton/Saint Gobain
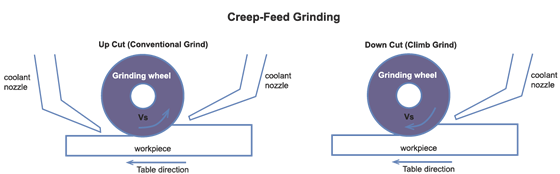
Figure 1. Up grinding (conventional) hardened steel with an aluminum-oxide wheel increases power draw and normal grinding forces and improves G-ratios, but imparts poorer surface finishes compared to down grinding. At right, down grinding (climb) tungsten carbide with a diamond wheel reduces normal grinding forces and tends to avoid workpiece edge chipping and thermal damage.
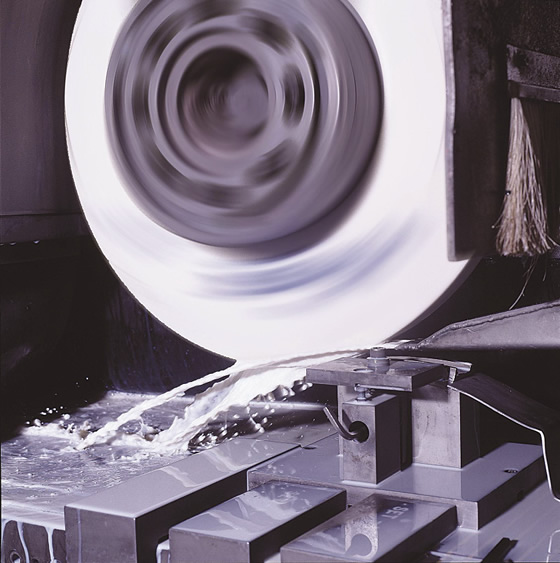
Norton/Saint-Gobain conducted all tests on a Blohm Profimat 410 106-hp creep-feed grinder. The feed rates were 2.5, 5.0, 7.5 and 10 ipm (63.5, 127, 190.5 and 254 mm/min.) when testing Al2O3 and diamond wheels. Each pass removed 1.0 cu. in. of 4340 steel hardened to 50 HRC at each feed rate. This was done twice, and the results were averaged. Presented here are some of the results.
A coolant nozzle delivered heavy-duty water-soluble oil at 5 percent concentration in typical city water to the wheel/workpiece interface. Coolant velocity matched the grinding wheel’s peripheral velocity to assure penetration into the grinding zone. In addition, an overhead scrubber nozzle delivered coolant at 200 psi to the dress roll/wheel interface, cleaning the wheel during grinding.
Conventional or Climb?
Two tests evaluated the effects of up (conventional) and down (climb) creep-feed grinding (Figure 1). One was for Al2O3 wheels grinding 50-HRC 4340 steel and the other was for diamond wheels grinding C-2-grade tungsten carbide. Test results indicated up grinding hardened steel with Al2O3 wheels increased the power draw 6 percent and normal grinding forces 5 percent and imparted a 10 percent poorer surface finish, on average, compared to down grinding at heavy DOCs or high metal-removal rates of 0.3 cu. in./min. per inch of wheel width or greater. Up grinding improved the surface finish at a low mrrʹ (ʹ is prime) of 0.3 cu. in./min., in. or less or a DOC of 0.005 ” (0.127mm) or less per pass.
When up grinding hardened steel with Al2O3 wheels, dynamometer measurements showed tangential forces were 42 percent higher compared to down grinding. This is possibly a function of coolant application. Up grinding requires two coolant nozzles, with one pushing coolant in the direction of the resultant tangential force, possibly explaining the dramatic increase seen on the dynamometer.
Figure 2. Ground RPC roll compared to unground RPC roll.
Using ground or lapped diamond rolls to dress vitrified wheels when continuous-dress, creep-feed grinding offers no net advantage compared to unground diamond rolls. Ground rolls create higher grinding forces and improve the G-ratios, but degrade surface finishes.
When creep-feed grinding tungsten carbide with diamond wheels, the down-cut mode exerts relatively low grinding forces, lowering the power draw 26 percent, and tends to avoid workpiece surface-edge chipping and thermal damage. In addition, coolant application was more difficult when up grinding. Tungsten carbide, as well as ceramic, chips form via pulverization with a significantly lower coefficient of friction compared to grinding steel, which produces ductile, curly chips. Also, the normal grinding forces are higher for steel alloys.
Normal grinding forces generated in the up-cut mode when creep-feed grinding tungsten carbide with an electroplated-bond diamond wheel were 16 percent higher compared to down grinding. Half of this increase comes from the wheel being dull because the down-cutting test was conducted before the up-cutting test. Although wheel dullness contributed, the difference in power draw between up and down grinding was substantial at about 22 percent. The interrupted cut and part geometry, such as corner radius and surface finish, likely contributed to this effect. The relative change in grinding power was the same for both techniques, indicating the force from coolant application had little impact on the results.
Consistent with the increase in grinding forces, up grinding improved surface finishes by 16 percent. This is because the rubbing and plowing portion of chip formation occurs at the part surface when up grinding, whereas that portion of chip formation occurs in the area of the part where the stock is already removed during down grinding. Up grinding, therefore, tends to burnish the surface at a low mrrʹ, improving the finish. The difference is more apparent in deep-cut creep-feed grinding than “line” contact grinding.
Diamond Roll Design
Two tests evaluated diamond dresser roll design and its impact on creep-feed grinding performance. One test evaluated the effects of roll type and diamond concentration: reverse-plated, high-diamond concentration vs. metal-bond, low-diamond concentration. The second test revealed the results of dressing with ground or lapped rolls and unground or unlapped reverse-plated diamond rolls. Test results indicated:
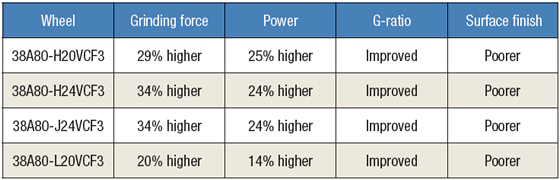
1. Using Al2O3 vitrified-bond grinding wheels dressed with reverse-plated diamond rolls lowered the specific grinding power 10 percent and grinding forces 18 percent, provided equal G-ratios (ratio of the volume of ground material removed from the workpiece to the volume of material removed from the grinding wheel) and imparted 36 percent poorer surface finishes compared to cemented diamond particle (CDP) dresser rolls. Also, the test showed an increase in diamond concentration results in a more aggressive, or sharper, grinding action.
2. It’s not recommended to dress a vitrified wheel with a ground, or lapped, diamond dresser roll because it will increase grinding forces, which can result in a wheel acting two to three grades harder after dressing. This improves the G-ratio but imparts a poorer surface finish. The only reason to dress with this type of roll would be when it’s the only way to correctly form the diamond or use reinforcement stones to hold form.
When dressing with the reverse-plated-construction (RPC) roll, which had a high diamond concentration, the grinding wheel was more open and sharper cutting compared to dressing with a CDP roll, which had a low diamond concentration. Normal grinding forces were 18 percent lower and the power consumption was 10 percent lower when dressing with the RPC roll compared to the metal-bond roll. G-ratios were unaffected but the surface finishes were 36 percent poorer after dressing with the RPC roll because of the sharper grinding action.
Test results showed roll type had little impact on the wheel’s ability to hold form as a function of power draw. Wheel wear rates from using RPC dresser rolls revealed that the wheel acted as if it were a substantially softer grade. These results indicated the lower diamond concentration increased grinding forces but improved surface finishes.
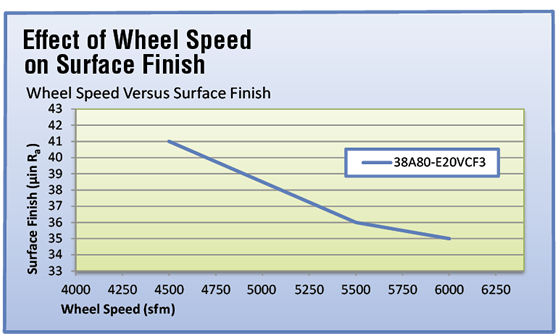
Figure 3. A continuous-dress, creep-feed grinding test on a nickel-base alloy shows the surface finish becomes rougher when the wheel speed decreases because lower speeds create thicker chips, which directly correlates to a poorer surface finishes.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion