Smooth Operations: Drilling Performance
Superabrasive wheels add science to the art of polishing.
Superabrasive wheels add science to the art of polishing.
A major advantage of grinding vs. other metal-removal methods is its ability to impart extremely fine surface finishes. Now, advances in grinding techniques and wheel technology are pushing that capability into the realm of what traditionally has been considered polishing, using slurries of loose abrasives. The loose abrasive polishing process is said to be slower and less repeatable than grinding.
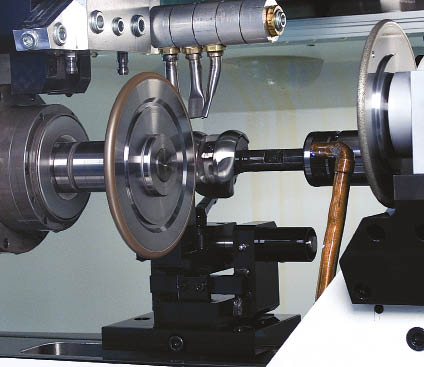
Courtesy of Walter Grinders
Superabrasive wheels easily can produce finishes in the range of 18 µin. Ra and finer as illustrated by this femoral knee component ground in a 5-axis Helitronic Walter grinder. In addition, advances in wheel technology are enabling the production of finishes in low-single-digit µin. Ra range, formerly considered the realm of polishing.
Mike Hitchiner, OEM technology manager for Saint-Gobain Abrasives, Worcester, Mass., considers the overlap between grinding and polishing to be in the 1 to 4 µin. Ra range of surface finishes. “The gray area between grinding and polishing is where the competition is.”
What level of finish actually constitutes polishing is a matter of opinion. Glen Rosier, applications engineer/business development for Abrasive Technology Inc., Lewis Center, Ohio, said: “Polishing is defined differently by each and every customer. When someone refers to polishing, I always ask what Rathey are looking for. A lot of people consider a polish to be a 5, 7 or 9, while my idea is a bright polish, which is somewhere around 2 µin. Ra or better. Whenever a customer says he needs a certain finish, I ask him to send me a part. I have it measured with a surface profilometer so I know what he is really talking about.”
The appearance of a polished surface may not accurately reflect actual surface roughness. “We did a grinding test for a customer who was trying to generate what he called a bright polish,” Rosier said. “He took a competitor’s wheel and ran a part, then he took our wheel and ran a part, and he kept repeating that the other part looked better than ours.”
Rosier said the competitor-ground part actually did look smoother, and suggested measuring the surface finish on a profilometer. The competitor-ground part measured 3.5 to 4 µin. Ra, while the part polished with the Abrasive Technology wheel was 1.8 to 2.2 µin. Ra. “The other wheel was just polishing the peaks of unevenness off the surface, where our wheel actually generated a superior finish,” Rosier said. He attributed the results to differences between the two wheels’ blend of bond and superabrasive grit.
Courtesy of Abrasive Technology
In some situations, polishing discs with fixed superabrasives, such as these Genesis diamond abrasive polishing discs from Abrasive Technology, can offer advantages over methods that employ loose abrasives. The approximately 30× magnifications show the 220-grit abrasive of the left-hand disc (left) and the 600-grit abrasive of the right-hand disc (right).
Polishing applications using superabrasive wheels exist in nearly every industry segment. One example is carbide dies used to form aluminum cans. The dies essentially are plungers made of carbide with a high percentage of cobalt to enhance toughness. Polishing the dies is challenging, Rosier noted, because the combination of relatively soft cobalt with hard carbide promotes frequent wheel loading, requiring it to be touched up frequently with dressing sticks or truing wheels.
For such parts, polishing typically involves rough, semifinish and finish grinding with 180-, 600- and 1,200- to 2,000-grit wheels, respectively. Each step removes less material from the plunger surface. Final finishes are in the range of 1 to 2 µin. Ra.
It Takes a System
While creating a polished surface with a grinding wheel requires tight control of all grinding system elements, “many times the customer believes the diamond wheel alone is going to solve every problem that he has,” Rosier said. For example, job shops often wish to use the grinding equipment they have, rather than employing what might be best for a certain job. In some cases, “If we evaluate a situation and the customer doesn’t have sufficient equipment to do what he is trying to accomplish, we may suggest that he is not going to have success with his existing setup,” he said.
In applications where off-the-shelf abrasive and bond combinations aren’t productive, a custom wheel can be appropriate. “We may have to adjust the bonds for specific conditions,” Rosier said. “Bonds for polishing in many situations are a variety of phenolic- or polyimide-type materials. They are simply easier to work with, and there are more additives, such as nondiamond polishing materials, available to enhance the grinding characteristics, compared to vitrified bonds. The plastic bonds are more pliable in general and more easily grind and remove material.”
Courtesy of Saint-Gobain
Superabrasive polishing tools similar to this 3mm-dia. CBN one can impart surface finishes in the neighborhood of 0.05µm Ra when polishing parts such as fuel injector components.
Saint-Gobain’s Hitchiner agreed that, to maximize polish quality, a wheel must be carefully matched with the grinding machine. For example, Saint-Gobain has application specialists who review customer processes and work with the company’s R&D group to create custom grinding packages. In addition to wheel configurations, those packages can include special quills and spindles.
A key factor is the precision of the work drive. “When I look at a machine, I always look straight away at the dimensional and stiffness specs compared with the required part tolerances,” Hitchiner said. “For example, if the roundness tolerance of a fuel injector valve seat is 0.25µm, you should be sure that your workhead rotational accuracy, which is the primary driver for part accuracy, is on the order of 0.1µm.”
Courtesy of Abrasive Technology
The level of finish that constitutes a polished surface can depend on opinion and looks. These four approximately 30× magnification images show, from left to right, sample surface finishes of 4 µin. Ra, 2 µin. Ra, 8 µin. Ra (lapped) and 8 µin. Ra (ground).
Finish ID polishing of fuel injection components illustrates the increasing interrelation of polish process elements. According to Hitchiner, a fuel injector component made of 70-HRC nitrided steel typically would be ground with a 3mm-dia. CBN wheel applied at 100,000 to 150,000 rpm. While wheel grit sizes formerly were from 325 to 400 mesh, tighter finish requirements now dictate use of grit in the 600- to 800-mesh area. The wheels typically feature vitrified bonds so they can be dressed on the machine and thereby maximize the potential for automation.
For injectors, Hitchiner said: “20 years ago we were looking at roundness tolerances in microns and finishes around 0.25µm Ra. Now with the demand to control fuel flow for economy, we’re finding roundnesses down to more like a quarter of a micron, and surface finishes around 0.05µm Ra. The finish becomes one element of the overall tolerance. You might have 100nm of actual roundness runout, maybe 100nm of surface finish effect and 50nm runout in the 3-jaw chuck that is holding the part.”
Tighter Ranges
Finish requirements for polished surfaces now include not only lower Ra measurements, but may also specify a range of acceptability. Troy Heuermann, business development manager, 3M Abrasive Systems Div., St. Paul, Minn., said in the past a seal surface might have had a single finish requirement of 15 µin. Ra or finer. “Now we are seeing requirements specifying a maximum and a minimum finish, between 4 and 8 µin. Ra, for example.” The lower limit is set because too smooth a finish will lack the capability to retain lubricant on the seal surface.
Ever-tightening finish requirements sometimes present engineering and measurement challenges. “I’ve seen specifications that say we need a 1 to 2 µin. Ra finish, but there are other aspects of the specification that make it impossible to measure,” Heuermann said.
Courtesy of Form Tool Technology
A finer finish in the flute area of a drill or endmill allows chips to flow easier with less friction and less heat. Better chip flow contributes to better surface finish in the machined part as well as longer tool life. These images compare a finish-ground tool (left) with a tool whose flutes have been polished (right).
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion