Shrink-Fit Toolholder Fundamentals for CNC Shops
Shrink-fit toolholders can improve grip, balance, and reach, but only when shops manage the full heating, handling, and runout routine correctly.
Quick take: Shrink-fit holders can be excellent, but only when shops manage heating, handling, runout, and tool compatibility as a system. This article works best when it is compared directly with HSK, collet, and runout-control references.
Related references: The Secrets of HSK Toolholding, What is a Collet? Types, Uses, and Design Explained, and Tips for Controlling Runout in Toolholding and Machining.
Part manufacturers are always challenged to achieve toolholding connections that are simple, repeatable and stiff, and shrink-fit toolholders provide those requirements. Shrink-fit holders generally exhibit low runout and are inherently balanced. In addition, shrink-fit connections are typically through-coolant compatible and accept solid and indexable-insert tools. The cutting performance of a tool mounted in a shrink-fit holder can approach that of a mono-block tool and holder.
Courtesy of S. Smith
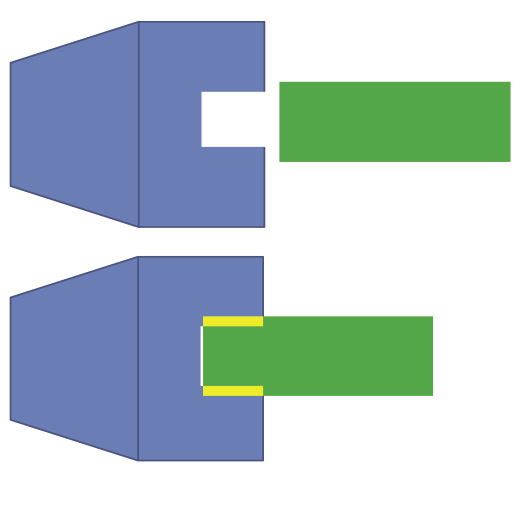
Figure 1. A shrink-fit assembly showing the tool (green), holder (blue) and interference zone (yellow).
There must be sufficient interference between the tool and holder to transmit the required force and torque to the cutting zone, while retaining the tool in the holder. Essentially, the toolholder has a hole that is smaller in diameter than the shank of the tool. Typical interferences are about 0.01mm.
When the tool is inserted into the holder, the tool shank is compressed, the hole is expanded and an interference fit is formed. When there is more interference, the connection strength is greater, until the stress becomes great enough to cause the holder or tool to fail.
Shrink-fit toolholders typically have a high level of interference. If the interference were small, the tool might simply be pressed into the hole—a press-fit holder. However, in shrink-fit holders, the interference is at a level that requires a thermal expansion technique to create the assembly. The toolholder is heated until it expands enough so the tool shank can slide into the hole with clearance. The tool remains in position as the holder cools, and the shrinking holder exerts a uniform pressure around the entire surface of the tool shank (Figure 1). For an even more extreme interference, the tool is chilled prior to insertion, but that is uncommon.
Assembling the tool and holder is easy. The holder might even be slowly and inexpensively heated in an oven prior to assembly. However, it is useful if the process can be reversed for disassembly.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion