Shot peening offers cost-effective way to make stronger metal products
Medieval soldiers did it to strengthen their armor, Civil War engineers did it to improve gun and cannon barrels, railroad men did it to locomotive axles before they rolled into the untamed West and Henry Ford did it to enhance parts bound for his new invention, the assembly line.
Medieval soldiers did it to strengthen their armor, Civil War engineers did it to improve gun and cannon barrels, railroad men did it to locomotive axles before they rolled into the untamed West and Henry Ford did it to enhance parts bound for his new invention, the assembly line. More recently, aircraft manufacturers began doing it to virtually every square inch of their metal wares before sending them skyward.
What shared action connects these warriors, inventors and manufacturers? The cold working of metal workpieces.
All Stressed Out
Cold working is the plastic deformation of metal, a process that takes place below the material’s recrystallization point (i.e., at room temperature) to improve strength and hardness while reducing ductility. Shot peening is a common type of cold working. It is done by directing balls, or shot, at a workpiece at speeds faster than a Top Fuel dragster crossing the finish line. The result is a series of overlapping dimples on the part surface, which induce residual compressive stresses in the metal.
Repeatedly striking metal surfaces in this manner enhances fatigue resistance, reducing the chance of cracking or stress corrosion in parts such as turbine discs, springs, gears, engine parts, landing gear and aircraft wheels.
Dave Breuer, director of North American sales for surface technologies specialist Curtiss-Wright Corp., Paramus, N.J., said his customers have the company shot-peen everything from 8,000-lb. shafts used in mining equipment to the tiny gears that drive electric power tools.
Breuer added that shot peening is performed on such a wide range of components that the company must stock dozens of different media, from balls the size of sand grains to shot large enough to fill the barrel of a BB gun. In addition to steel, shot is made of ceramic, glass and stainless steel, and ranges in cost from a few hundred to a thousand dollars or more per ton. Much of this media can be used repeatedly, although friable shot, such as glass and ceramic, typically breaks down far more quickly when subjected to the cruel pounding that occurs when shot peening.
Shot must be harder than the material being peened. Hitting a cast iron cylinder head with annealed steel shot, for example, would be like shooting marshmallows at a concrete wall. In this case, hardened steel media would be more effective. Softer materials, such as aluminum, would likely be peened with stainless steel or ceramic balls, depending on the application.
Lifting the Lid
While shot peening media is fairly inexpensive, the equipment isn’t. A manual, air-powered shot blast cabinet suitable for a small machine shop might sell for a few thousand dollars. But such lightweight equipment is geared more towards cleaning and scale removal and would almost certainly fail to meet the quality requirements of aerospace or medical customers. Anyone serious about shot peening might easily spend $100,000 for one machine, or millions for a large, automated system.

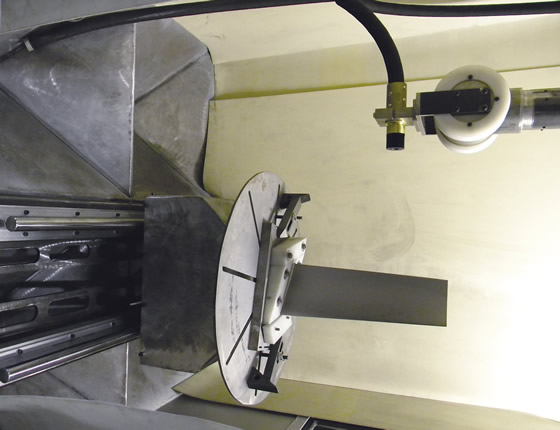
A thin metal workpiece is securely held on a rotary table prior to shot peening. Image courtesy Innovative Peening Systems.
Dan Dickey, owner of equipment provider Innovative Peening Systems, Norcross, Ga., said shot peening has evolved substantially over the past 20 years. “It used to be a matter of throwing a whole bunch of balls at the part in hopes that you strike it in all areas; the technology available today is much more motion-controlled. You decide where on the part you want to hit, then program that into the machine, and the nozzle directs the balls at the exact spot desired. You can strike it quick and be done with it.”
The move from carpet bombing to sniper shots makes shot peening far more cost-effective than in generations past. CNCs and robotic part handling reduce air and power consumption while greatly increasing throughput. “Shot peening is a complex process that requires precise shot delivery to be efficient,” Dickey said. “That’s because every part is different, with its own unique curves and features. This can have a dramatic effect on shot intensity and change the angle at which the shot strikes. If you’re hitting at a flat angle, for example, the shot just skips off and there’s not much of a dent, as opposed to hitting it at 90°, which is the best angle for penetration. So it’s important to always follow the contour of the part while keeping the nozzle perpendicular, adjusting the speed as you move into and out of internal corners. That’s the key to successful shot peening.”

An operator performs a setup via teach mode on a CNC shot peening machine. Image courtesy Innovative Peening Systems.
Dickey said the lion’s share of his equipment is automated and typically has one 4-axis shot nozzle and 2-axis control of the workpiece. Despite having six axes to contend with, programming requires little more than driving the part and nozzle through the desired motions with the machine in teach mode, then allowing the CNC to repeat the pattern. After that, being successful with shot peening is largely a matter of monitoring media flow and air pressure.
Not all shot peening systems need air to propel their payload. Rose Hill, Kan.-based equipment manufacturer Viking Blast & Wash Systems builds machines that send shot flying via a spinning wheel. “Our equipment has an impeller mounted to a wheel that’s driven by an electric motor,” said Martin Freund, Viking’s sales and customer service manager. “Media is released near the center of the wheel, which is then distributed across the individual blades and projected towards the workpiece.” For example, a 15 ” (381mm) wheel spinning at 3,450 rpm propels media at about 285 ‘ (86.9m) a second. However, a control gauge can be used to advance or retard the rate of the wheel’s rotation, making the blast pattern and velocity tunable, he added.

Aircraft wings are formed components made by a combined process involving saturation peening and peen forming. Image courtesy Wheelabrator Group.
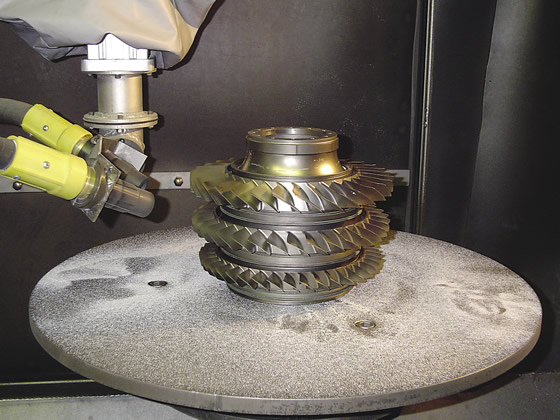
Shot peening is commonly used on aircraft components and turbines to relieve residual stress. Image courtesy Wheelabrator Group.
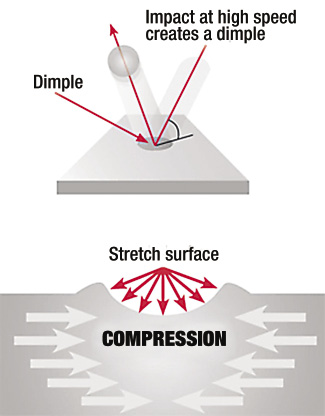
In shot peening, small metal balls propelled at a high velocity create dimples on the surface of a metal workpiece. This generates compressive stresses and enhances metallurgical properties. Image courtesy Wheelabrator Group.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion