Precision Key to Boring Bearing Pockets
Bearing seats must be straight, round, sized correctly and have the proper surface finish. Without these characteristics, you risk premature failure.
Machining is the costliest method we have for creating part geometry. When possible, engineers will rely on casting, forging, welding and similar processes and avoid machining wherever they can. However, there are some geometric features that must be machined to ensure the integrity of the component and the final assembly.
Rotating components, like shafts, and the supporting features like bearing housings, are good examples of features that must be machined to ensure integrity of the product. Obviously, creating precise features on a shaft is critical to proper operation. Likewise, the features that support the shaft bearings are critical like those of the shaft.
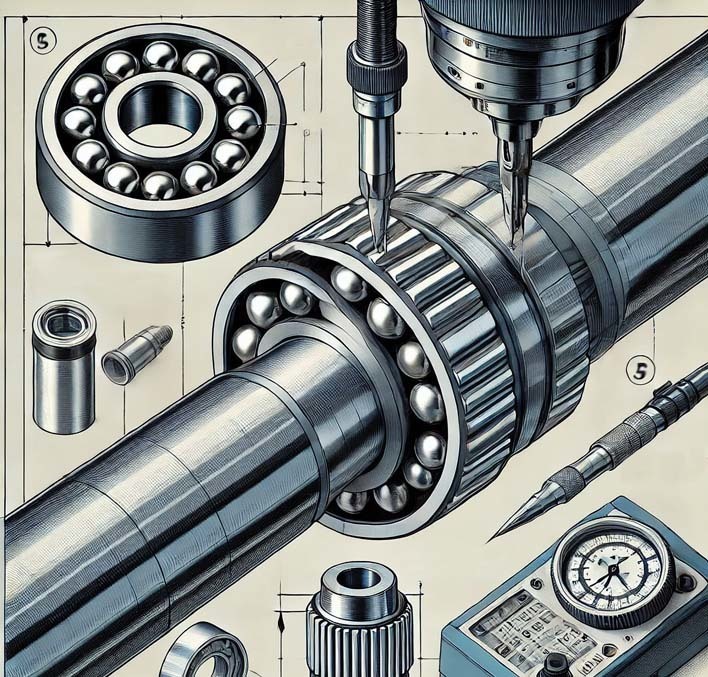
Bearings are usually pressed into a “seat” creating an interference fit that holds the outer race of the bearing stationary. Bearing seats must be straight, round, sized correctly and have the proper surface finish. If these characteristics are not maintained to the design requirements, the assembly can suffer premature failure.
In most designs, bearings operate in pairs. Alignment of the bearings is a critical factor as misalignment can cause shaft wear, bearing failures, eccentric shaft motion and other problems. Obviously, bearing alignment is dependent on the accuracy and precision of the machined bearing seats.
Machining the seats without repositioning the part is the best solution. In many situations this is not a difficult task and can be accomplished with standard tools. When parts are very large or bearing bores have a large depth-to-diameter ratio things can be difficult.
When the boring tools get long, they can chatter and will droop under their own weight. Ultimately, they are unable to create the de sired geometry. One way to solve this issue is by installing guide bushings that support the cutting tool as it bores the seats. In high-volume settings the guide bushings are installed in the workholding and have little impact to the machining time.
In low-volume settings the cost of complex fixtures with guide bushings is prohibitive. Machinists and engineers must get creative sometimes. It is possible to bore one of the seats, install a guide bushing and use it as a support for the second bore.
Field machinists have a plethora of tools for “line boring,” which is the term used for boring long, straight bores. These devices used in field machining can appear crude compared to a nice boring mill or vertical lathe, but they work well for creating straight, accurate bearing bores when the job can’t be taken to the shop.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion