For practically any large-diameter boring job, there is a system that can get the job done
Boring is a common hole finishing operation, but boring large-diameter holes is a bit of a niche market. "Depending on the industry, you may only find a handful of shops in some areas capable of doing this type of work," said Ron West, global product manager for Kennametal Inc., Latrobe, Pa.
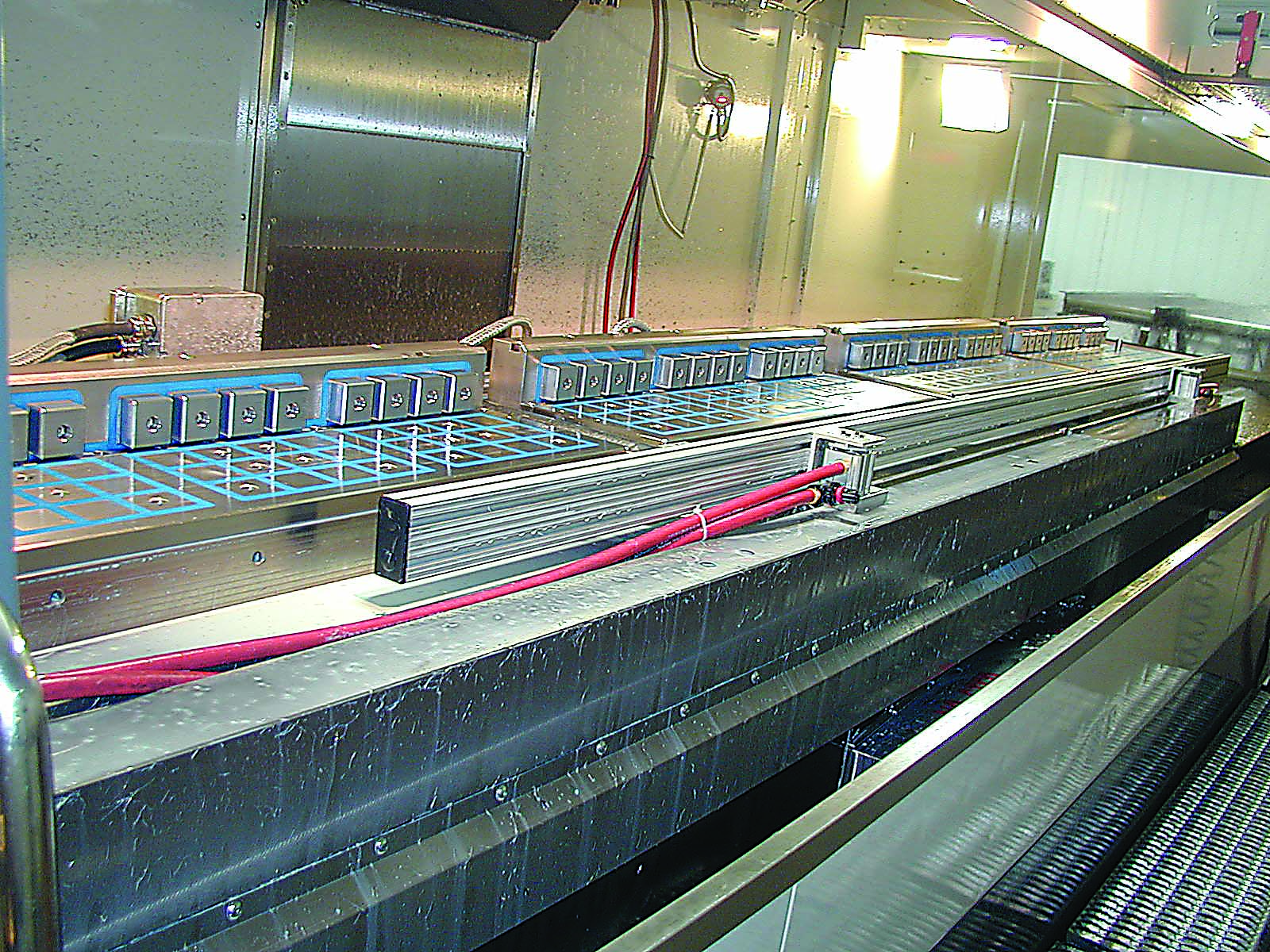
Courtesy of BIG Kaiser Precision Tooling
BIG Kaiser’s 317 large-diameter boring system roughing a 10.5 “-dia. hole. The system can bore holes up to 46.46 ” in diameter.
Boring is a common hole finishing operation, but boring large-diameter holes is a bit of a niche market.
“Depending on the industry, you may only find a handful of shops in some areas capable of doing this type of work,” said Ron West, global product manager for Kennametal Inc., Latrobe, Pa. “They have the larger equipment necessary to do this type of work on a regular basis.”
Many boring tool manufacturers consider an 8 “-dia. hole large, a diameter that is widely bored. However, the definition of a large hole is a moving target. “A large boring tool is 40 ” and above,” said Karl Hochuli, president of Wohlhaupter Corp., Centerville, Ohio. “Typically, the industry goes up to 40 ” as a stock standard item, but stock standard for us is up to 128 “.”
Industries that require large-diameter boring include energy, marine, mining and construction. “Toward the smaller end (of large), 20 ” and under, we do a lot with oil and gas,” said Matt Tegelman, applications manager for BIG Kaiser Precision Tooling Inc., Hoffman Estates, Ill., noting that parts include valves, blowout preventers and frac pumps.
Rough, Finish and In Between
Before a large hole is bored, a shop typically performs circular interpolation with a milling tool to remove a big portion of the stock, leaving just enough for the rough and finish boring tools.
Rough boring tools are usually twin cutters. “With rough boring, depending on the application, we can take up to a ½ ” depth of cut or greater,” said Pat Nehls, product manager for Walter USA LLC, Waukesha, Wis. “If the requirements of the hole are not very precise, for instance, a hole with a fairly open tolerance such as ±0.005 “, then we can consider a tool for roughing and finishing in one operation.”
Hochuli pointed out that, for larger diameter holes, metal-removal capacities are limited by machine torque capabilities. “For example, a 40 “-dia. boring tool attempting to remove ½ ” of stock per side would require more than 3,000 newton-meters of torque, which is not possible with today’s machine tools,” he said. “For that diameter, you could remove 0.062 ” to 0.125 “. I would start at 0.062 ” per side and work my way up until the machine and tool tell me to stop.”
Finish boring tools are single-point tools. When finishing, 0.020 ” to 0.030 ” of stock is usually removed in a large hole.
There are alternatives to rough and finish boring tools. “You can employ combination roughing and take out twice the amount of stock in one pass by using two roughing inserts set on different axial planes,” Hochuli said.
With a twin-cutter rough boring tool, both inserts are the same height and contact the part at the same time. A combination rough boring tool has one insert leading the other insert by some length, such as 0.012 ” to 0.015 “. “You stagger the cut, and the higher insert touches the part first and might take out 0.375 ” to 0.400 ” of stock on one side of the part,” he continued. “The lower insert takes out the last portion of the cut, and you could take out that same amount of stock on the opposite side of the part. So you are basically taking out more stock in one pass.”
Courtesy of Wohlhaupter
A combination rough-and-finish setup was used to bore this cast iron stator housing with a 16.12 “-dia. × 19.69 “-deep bore. Even with severe interruptions in the boring operation, a P7 bore quality was achieved.
The same principle can be applied to a roughing and finishing boring operation. The roughing insert would contact the part first, and then the finishing insert would be set to the exact diameter to achieve the finish. “If you have a roughing insert on one side that sits 0.012 ” to 0.020 ” higher axially than the finishing insert, you can achieve good finishes and take out a lot more stock in one pass. We call that combination semifinishing and finishing,” Hochuli said.
However, a true fine-finishing operation requires a single-point tool. Finish is typically dictated by the nose radius. For instance, with an 0.008 ” nose radius on a finishing insert, if the operator feeds the tool into the hole beyond 0.008 “, or beyond the nose radius, the finish starts to deteriorate. “If you keep your finish somewhere below that 0.008 ” nose-radius feed rate, then your finish will be good,” Hochuli said. “The heavier the feed, the worse the finish.”
Typically, as the diameter increases, the tolerance loosens. “You don’t see too many holes bored over 10 ” where you are trying to hold less than a thousandth or two,” BIG Kaiser’s Tegelman added.
Building Big
To reach these large sizes, boring tool manufacturers typically use modular systems with slides and bridges. Customers can change diameters quickly and efficiently, avoiding the need for specials.
“On our finish boring tools, for example, there are four basic components: the flange, extension slide, finish boring head and counterweight,” Tegelman said. “To cover the next range of diameters requires changing only the extension slide.”
To lighten the load, some components are made of aluminum. “Weight is critical,” Hochuli said. “The heavier the tool, the harder it is on the machine spindle. If you have too heavy of a tool, the front of it will be at one height, or plane, but at another one as the tool extends through the hole, so you are going to have runout. This is called the ‘moment of angle.’ “
Courtesy of BIG Kaiser Precision Tooling
BIG Kaiser’s 318 large-diameter boring tool set to rough bore a 45 “-dia. hole. The 318 system includes lightweight aluminum components.
Courtesy of Kennametal
Kennametal’s ModBORE boring bridge tooling system is for hole diameters from 25 ” to 86 “.
The automatic toolchanger must also be powerful enough to take the large boring tool in and out of the spindle. With an aluminum construction, the need for manually loading large, heavy boring tools into the machine or with an overhead crane can be eliminated.
Walter USA’s Nehls noted that a large boring tool that goes back into the machine tool magazine might cover up the neighboring tool pockets, reducing the number of available tools. “We have an adapter to rotate our tool 90°, making it stand more vertical so we can open up those tool pockets,” he said.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion