Material-specific taps continue to evolve
A look back at the use and evolution of sintered powder metal and the PM process that results in a tool substrate that consists of finer, more consistent particles, and yields a stronger, longer-lasting cutting edge.
When Joe Mazzenga got his start in the cutting tool business in 1975, his employer only made taps from poured HSS tool blanks. The company did, however, experiment with sintered powder metal.
PM “was just coming out at that time, but it was not used anywhere near the extent that it is today because of the technological limitations of the time,” said Mazzenga, who is now the president of J.M. Sales-USA, Troy, Mich.
The PM process results in a tool substrate that consists of finer, more consistent particles. This yields a stronger, longer-lasting cutting edge. It also lets tool manufacturers specify an alloy content tailored for a specific workpiece material.

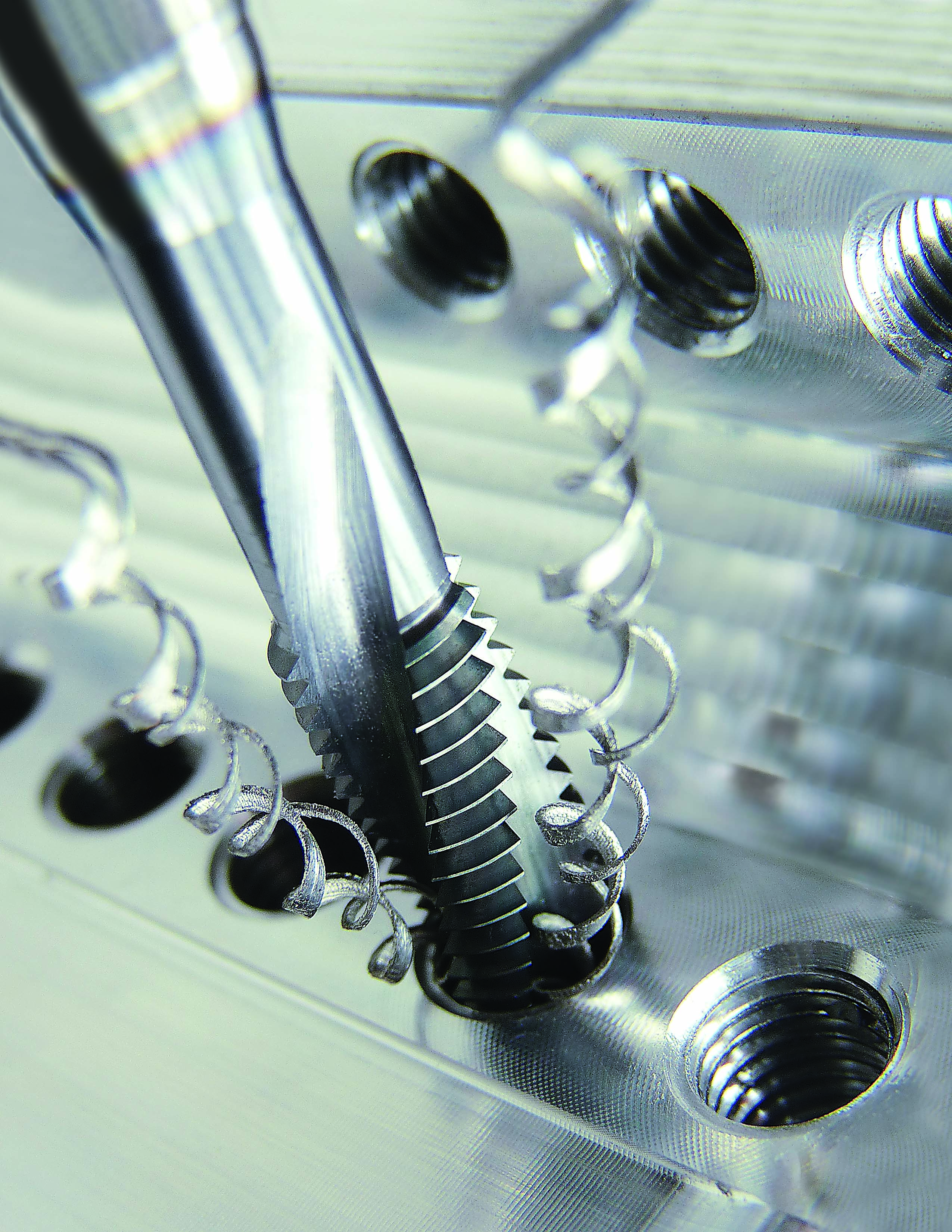
Image courtesy of Wilhelm Becker GmbH & Co. KG.
Like Mazzenga, Raymond E. Moring also has witnessed an evolution in taps since entering the cutting tool industry in 1973. A technical sales marketing specialist at Greenfield Industries Inc., Seneca, S.C., Moring thinks taps, to some degree, always have been designed for specific applications. He added that the practice has become more prominent as more specialized workpiece materials, including exotics and superalloys, have been developed that require threading.
“You had to change some characteristics of the tool,” Moring said.
He cited the aerospace industry as the main driver of change from the ’70s to today.
“The materials were made tougher, more heat-resistant and to last longer,” he said. “You had to machine them differently.”
Moring pointed out that the medical industry has not been far behind aerospace in its influence.
“Twenty or 30 years ago, you didn’t have the proliferation of materials that could be put into the body for medical implants, like titanium or some kind of chromium-cobalt material,” he said. “You have to change the chemistry of the metal so it can stay in the body and last a long time, and that doesn’t always help machining characteristics.”
When Emuge Corp., West Boylston, Mass., entered the North American market in the 1980s, the aerospace industry was, and remains, a strong manufacturing sector in New England.
“Aerospace manufacturers were starting to use Inconels and titanium in their parts,” said Emuge Product Director Mark Hatch. “Those materials were newer generation at the time, resulting in significant learning curves” for tool users and manufacturers.
Emuge offers the Rekord D-TI tap, a blind-hole tap for threading titanium alloys. Image courtesy of Emuge.
He said tap breakage is of high concern for all industries and certainly for aerospace.
“They’re making high-cost, safety-critical components,” Hatch said. “By the time they get to the tapping operation, which is one of the last processes for some of these parts, tens of thousands of dollars could be at risk from a broken thread. A broken tap, a nonconforming thread that’s not gaging correctly or rough, torn threads are some of the problems you can encounter.”
More Materials, More Taps
J.M. Sales-USA has sold Hahnreiter taps from Germany in the U.S. and Canada for the past 8 years, and the tap maker frequently tweaks its product line for specific applications.
For instance, it recently released the Spiralo 48 TS TiN tap, which is designed to promote chip evacuation when tapping deep, blind holes in long-chipping materials. According to Hahnreiter, the flute geometry prevents the formation of “bird nests”—the stringy chips that wrap around the tool shank and must be manually removed.
Materials are increasingly diversifying, and suppliers of taps are following suit, Mazzenga said.
“I see more and more of what I never had to deal with long ago: the tougher stainless steels, such as austenitic stainless, and the high-temperature alloys, such as the Inconels and Hastelloys, and titanium,” he said. “Austenitic, for example, is tough to machine yet stringy at the same time. Hahnreiter developed the Nirofix 48 STY/WC tap just for that in blind holes.”
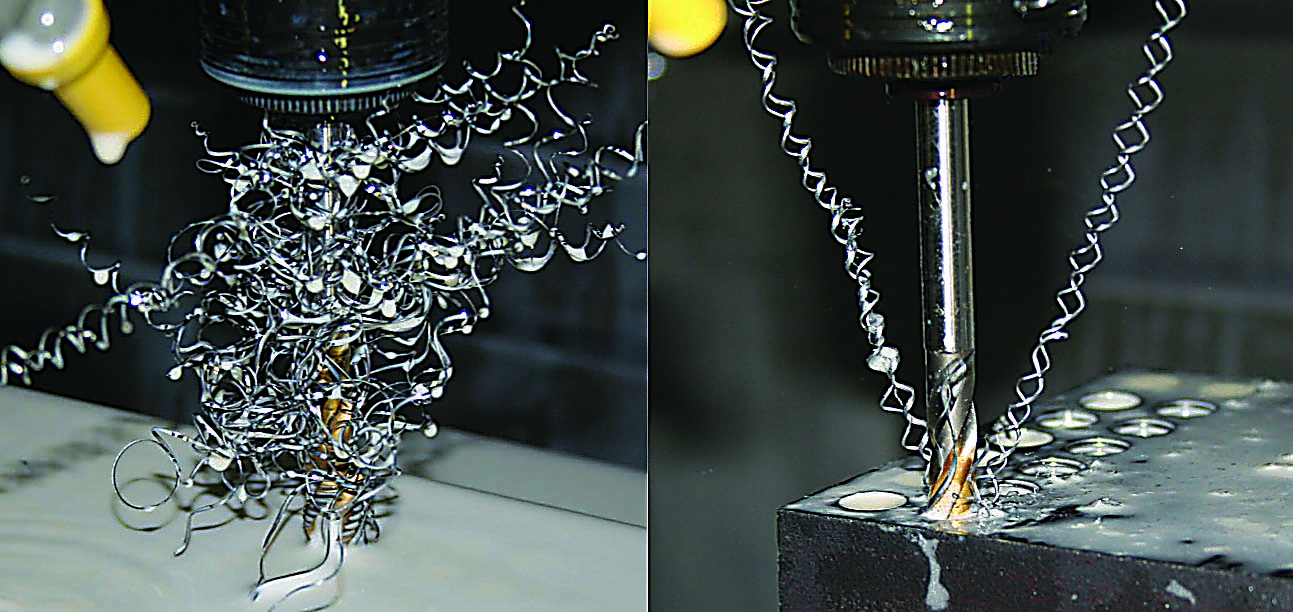
Hahnreiter provides the Spiralo 48 TS TiN tap, which is designed to allow proper chip evacuation for deep, blind holes in long-chipping material. According to the company, the flute geometry avoids the buildup of “bird nests.” Image courtesy of Wilhelm Becker GmbH & Co. KG.
Mazzenga said the tap has a special multilayer coating to help resist heat and wear and that the addition of tungsten carbide to the surface provides excellent gliding performance so that hot chips do not stick to the tool.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
May 2018




