Insider trading: evaluating internal threading methods
Analyzing the options for internal threading allows part makers to efficiently and cost-effectively produce high-quality threaded holes. Read on for the pros and cons of four key methods of machining internal threads in parts.
Analyzing the options for internal threading allows part makers to efficiently and cost-effectively produce high-quality threaded holes. Presented here are the pros and cons of four key methods of machining internal threads in parts: tapping, milling, turning and grinding.
Tap, Tap, Tap
For many threading applications, taps are effective and popular. “Tapping is the most common because it is typically the lowest cost initially, although not necessarily the most economical overall,” said Cullen Morrison, business development manager, threading for KOMET of America Inc., Schaumburg, Ill., which makes taps and thread mills.
Tapping is a continuous process where material is removed by a spaced sequence of cutting edges that finish the final thread size in one pass. “The tap is built specifically to the size of the thread: the major diameter, minor diameter and pitch diameter,” said Mark Hatch, product director for Emuge Corp., West Boylston, Mass., which offers taps and thread mills. He added that because a tap has to rough and finish in one operation, a high volume of chips must be evacuated efficiently or excessive pressure could be produced, resulting in thread-quality problems or tap damage.
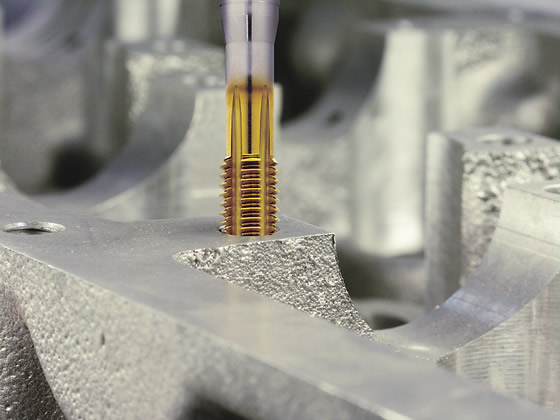
Courtesy of Emuge
Emuge’s MultiTAP-Form tap forms threads in cast aluminum. Form taps compress the workpiece material to generate the desired thread, meaning no chips are created.
Chip control is a big concern when tapping, especially in soft, gummy materials that generate stringy chips. These types of chips can create a bird’s nest around the tap or pack chips in the flutes, which may cause the tap to break in the hole. Aluminum, carbon steels and 300 series stainless steels are probably among the most challenging materials in terms of chip control, noted Cheryl Stewart, applications engineer for tap and thread mill manufacturer OSG Tap & Die Inc., Glendale Heights, Ill.
Taps can be used in almost any material up to 50 HRC, and some toolmakers offer taps that are effective to 65 HRC.
Hole diameter is another consideration, with most end users tapping holes only up to 5⁄8 ” in diameter, Morrison said. “With holes above that you run into issues with the machine having enough horsepower to rotate the tap.”
He added that when tapping holes ¼ ” and smaller, problems can occur because space for the chips is limited and small tools are relatively weak.
In addition, a tap can machine threads in a hole more than 3 diameters deep. “And that is where a tap is typically much quicker than a single-point thread mill for deep threads,” Morrison said. “As long as you can get the chips out of the hole, you can run a tap as deep as the tool design will let you.”
Because the diameter and pitch are fixed, a tap cannot thread different sized holes. Also, because tapping produces a great deal of contact along the cut and creates a lot of force, a tap can break and become stuck in the hole, possibly generating scrap. Taps also require a high level of lubricity to run efficiently.
Push the Thread
Roll form taps produce internal threads up to about 4 diameters deep by displacing material rather than cutting it. The absence of chips eliminates any worry about creating a bird’s nest, but a maximum workpiece hardness of about 40 HRC is the limit for form tapping. Because the material is displaced, it has to have ductility or elongation properties.
Form taps are typically less than 3⁄4 ” in diameter and can go as small as 0.020 “; larger tools produce more friction and require more machine horsepower.
Compared to cutting taps, form taps are more rigid and less prone to breaking. “The pressure on a cutting tap is tangential through the polygon face,” KOMET’s Morrison said. “The pressure on a form tap is toward the center of the tap, so it is much stronger.”

Courtesy of OSG Tap & Die
OSG’s EXOPRO CC-SUS spiral tap series for stainless steel features a variable-lead flute design with advanced chip control.
Formed threads are also stronger than cut threads. This is because form taps compress the grain structure to create the thread profile rather than shearing the structure, Emuge’s Hatch explained.
A disadvantage of form taps is they require more machine torque and horsepower and the workholding must be more stable than for cutting taps. “It takes more force to move material than to cut it,” OSG’s Stewart said.
Another limitation is the drilled hole has to be more precise than when cutting threads.
Also, formed threads are not accepted in some industries, including medical and aerospace. “[When form tapping,] there is an imperfection on the minor diameter,” Hatch said. “Aerospace will not allow this cusp [U-shaped profile] on the minor diameter. It doesn’t affect the pull strength, though, so in general-purpose parts, it is not something that would be rejected.”
Hit the Thread Mill
Thread mills use helical interpolation to make internal, as well as external, threads. Most CNC machine tools built in the last 10 to 15 years have this capability.
Solid-carbide and indexable-insert thread mills (steel shank with carbide inserts) are available. Multiple-point thread mills cut the full thread depth in a single revolution around the hole. Single-point thread mills have cutting edges in a single plane and cut one thread at a time. Most thread mills have multiple points.
Thread milling is suitable for materials up to 65 HRC, enhancing versatility. “Typically, one thread mill geometry with one or two different coatings can cover a variety of materials,” Morrison said.
Chip control is typically not an issue with thread milling. “Thread milling is an interrupted cut, which means you always make short, broken chips, regardless of the chipping properties of the material,” Emuge’s Hatch said.
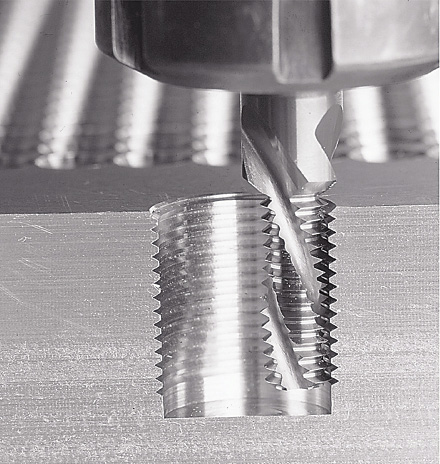
Courtesy of KOMET of America
One thread mill can address a range of hole diameters that share a common pitch. Because it has a flat bottom, a thread mill also can machine complete threads near the bottom of a blind-hole.
Thread mills cover a wide application range, with tools available down to 0-80 (0.0600 “cutting diameter) and up to the largest hole diameter. In general, a thread mill’s optimal depth range is limited to about 2.5 diameters deep. “With thread milling, the cutting forces are not balanced,” Hatch said. “When you have a long milling section, because of the high radial forces you can create a lot of side pressure. This can cause problems with deflection and chipping of the cutting edge, and even breakage of smaller tools.”
However, a single-point thread mill can go deeper. “You could go 20 times diameter if you really wanted to,” Morrison said. “You don’t have deflection issues because all of the cutting is on the end. We have a lot of customers that make oil field or big energy parts and need a long-shank thread mill. It is worth it to them to have one tool that can cut multiple threads, even though it is a slower process, rather than invest in a $1,000 tap that is 10 ” long.”
Thread milling offers many advantages. One tool can address a range of hole diameters that share a common pitch. The single-point style can do multiple pitches and multiple diameters.
Also, a single tool geometry can mill threads in blind- and through-holes and can produce right- and left-hand threads. Because it has a flat bottom, a thread mill is also able to machine complete threads near the bottom of a blind-hole, and tool breakage isn’t likely to produce scrap. Finally, a thread mill can be combined with other holemaking tools into a single tool, such as one that can drill, chamfer and thread.
However, the cycle time is usually longer than with a tap. “Because a thread mill requires a special program, some users may shy away from using them,” OSG’s Stewart said. “However, it is a simple program that can be done with many NC programs.”
Some companies still prefer tapping because they want to limit operator involvement. Thread milling involves compensations or adjustments by the operator at the machine. “As the tool becomes smaller through normal wear, the operator needs to introduce cutter compensation to adjust for that wear to maintain proper size,” Hatch said. “It is a function of the operator measuring the tolerance of the thread and then making adjustments based on the wear.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion