

Honing’s low-cost alternative: General Industry Coverage
A dedicated machine isn't always needed to hone a bore. Stroke honing on a vertical or horizontal machining center is an alternative to performing the process on a dedicated machine.
A dedicated machine isn’t always needed to hone a bore. Stroke honing on a vertical or horizontal machining center is an alternative to performing the process on a dedicated machine. In addition to having a lower machine cost and reduced maintenance, being able to perform other operations while producing a variety parts—even those that don’t require honing—is a major benefit to honing on a machining center, said David Plank, regional manager for Indiana at Hurco Cos. Inc.
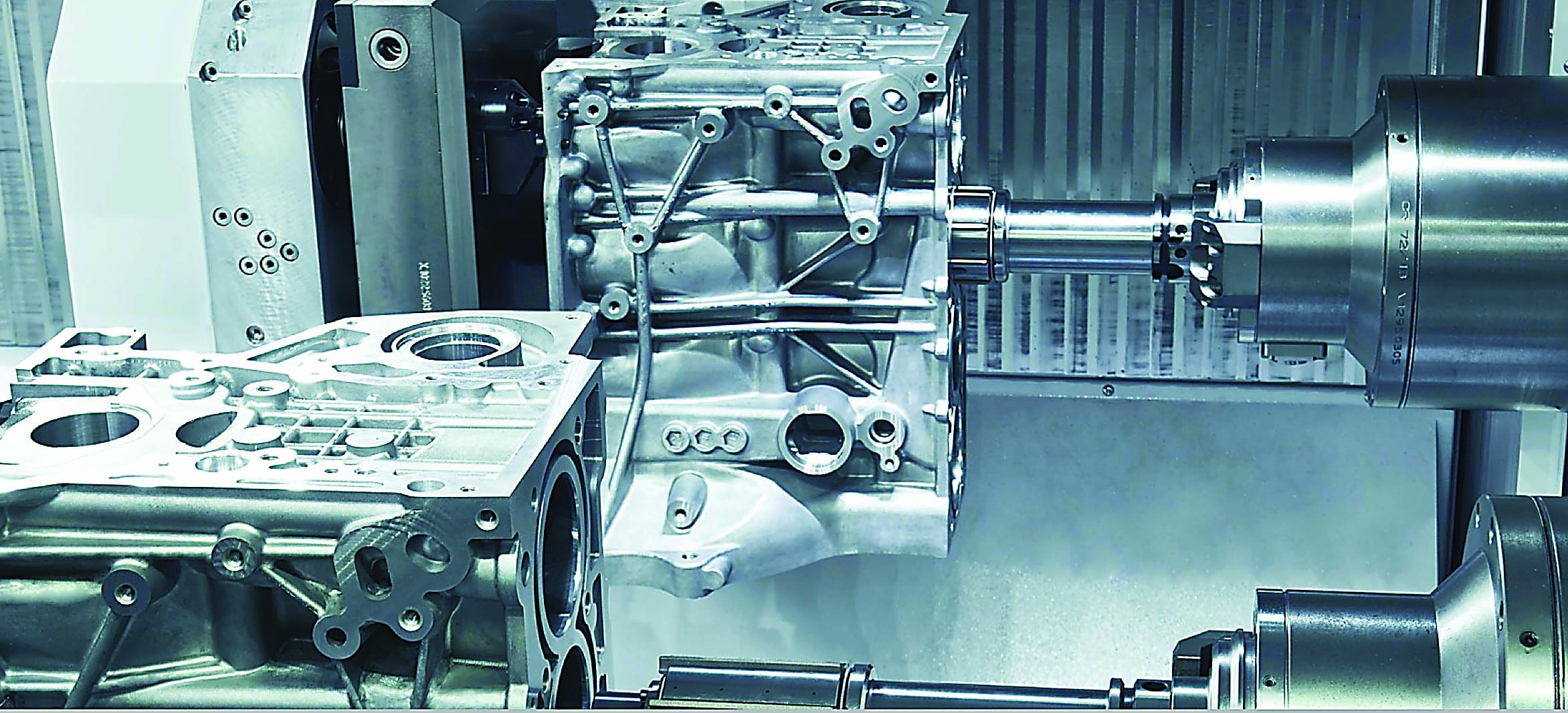
Image courtesy of MAG Automotive
“The key is flexibility,” he said. “The customer likes to have the flexibility to do various machining operations on one lower-cost machine.”
Going Vertical
In one application, Plank said a customer hones 2-cylinder, cast iron compressor housings for diesel engines on a Hurco VMX50 VMC, which has a 50-taper spindle. The machine has a variable-flow, 1,000-psi through-spindle coolant system from ChipBlaster Inc. M codes in the honing program expand a tool’s stones via coolant pressure, and software that Hurco developed controls the stroking motion of the hone.
“The only difference from our end is the software that’s added to the machine,” Plank said.
He added that the Indianapolis-based machine tool builder partnered with Bates Technologies LLC, which produced the honing and other finishing tools. In addition, Bates provided a control to measure the size of a bore while it’s being honed. To measure the diameter, air travels inside a tool and out to the cylinder walls. Honing continues until the specified diameter is achieved. When that occurs, the Bates control sends a signal to the machine to stop honing.
“The control shuts off the through-the-spindle coolant, collapses the honing stones, pulls the tools out, and the cycle is over,” Plank said.
A fine filtration system removes the sludge, which is composed of coolant, cast iron fines and diamond abrasive particles, before the coolant returns to the spindle.
“People—especially at smaller shops—really like the concept of being able to machine parts and hone parts on the same machine,” Plank said.
Tool Time
For honing the compressor housing’s 2¾”-dia. bores on the Hurco VMC, Bates Technologies engineered an eight-stone honing tool, said Kerry Davis, vice president of sales for the Noblesville, Indiana, toolmaker. “They are holding 3µm on size all day long with this process utilizing our in-process air gage that is incorporated into our hone tools.”
He added that this 2-cylinder housing has a total cycle time of 8 minutes, and the manufacturer produces about 75 to 100 housings daily over two shifts. That time includes boring prior to honing and post-honing brushing to remove any torn and folded metal.
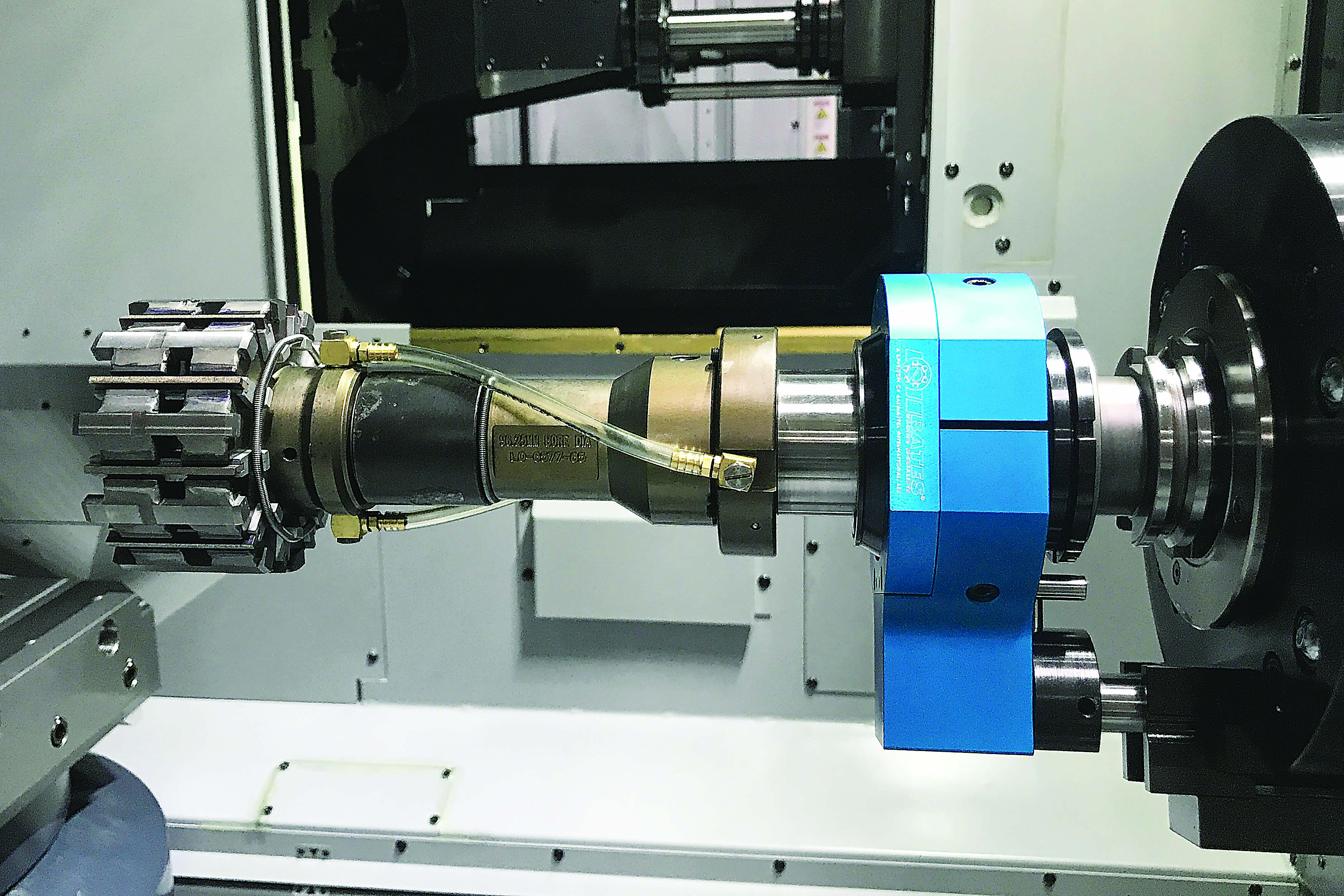
For a cast iron compressor housing honing application on a Hurco vertical machining center, the machine tool builder partnered with honing tool manufacturer Bates Technologies. Image courtesy of Bates Technologies
For another application, a company that remanufactures V-6 and V-8 engine blocks was having issues holding size and cylindricity when honing engine blocks on a dedicated honing machine. The company switched to a process that does the boring, honing and brushing of the blocks on a Makino a61 HMC with a CAT 40 spindle and turned to Bates Technologies for the honing tools, Davis said. The engine remanufacturer was utilizing a four-stone honing tool on the dedicated honing machine and was holding about 25µm on size and achieving poor cylindricity.
“We designed the hone head with 2″-long honing stones versus their standard tool using 3″- or 4″-long stones that was being used on their engine cylinders,” he said, adding that the shorter stone enables the end user to better hold the taper at the bottom of the bore. In addition, the hone has 10 stones instead of the previous tool’s four.
According to Davis, having more stones better distributes the pressure the tool exerts during honing of the cylinder walls, which helps improve cylindricity. “On the Makino, they are holding 5µm on size and 5µm on cylindricity.”
The engine bore is a semiblind-hole application because there are bearing journals at the bottom of the bore. “You can’t pass the tool more than a ½” past the bottom of the bore without hitting the bearing journal.”
The boring operation on the HMC leaves about 50µm to 75µm of stock for honing, Davis added. Total cycle time is about 20 minutes for the complete process for a V-8 engine block.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.




MFGAxis Discussion