Fight coolant foaming
Subdue excessive foaming in metalworking.
Coolant foaming during metalcutting can be a messy headache. But with a little detective work, this bubbly problem may be understood and controlled.
Although industry professionals concur that a bit of coolant foam is expected and technically not an issue, excessive foaming can increase downtime, lengthen cycle times, cause more part rejections and increase coolant consumption. Foam doesn’t cool a part or effectively lubricate a tool, and foam might float chips and fines that could be sucked into pumps and clog them. Foam also contributes to chemical odor and mist problems.
Foam may consist of large, unstable bubbles that break, dissipate quickly and cause little concern or smaller bubbles that do not break as readily and could coalesce to create a “blanket” that entrains coolant, according to a technical bulletin about foam control from Cincinnati-based metalworking fluid manufacturer Cimcool Fluid Technology LLC.
Creamy Cleaner
“If you get a lot of entrained air or too much foam, then you will start to deliver the foam through the coolant delivery system onto the tool,” said Doug Fecher, senior applications engineer for MWF manufacturer Blaser Swisslube Inc., Goshen, New York. “Now you are not just cutting with a coolant but cutting with coolant and air, and that can wreak havoc on tool life.”
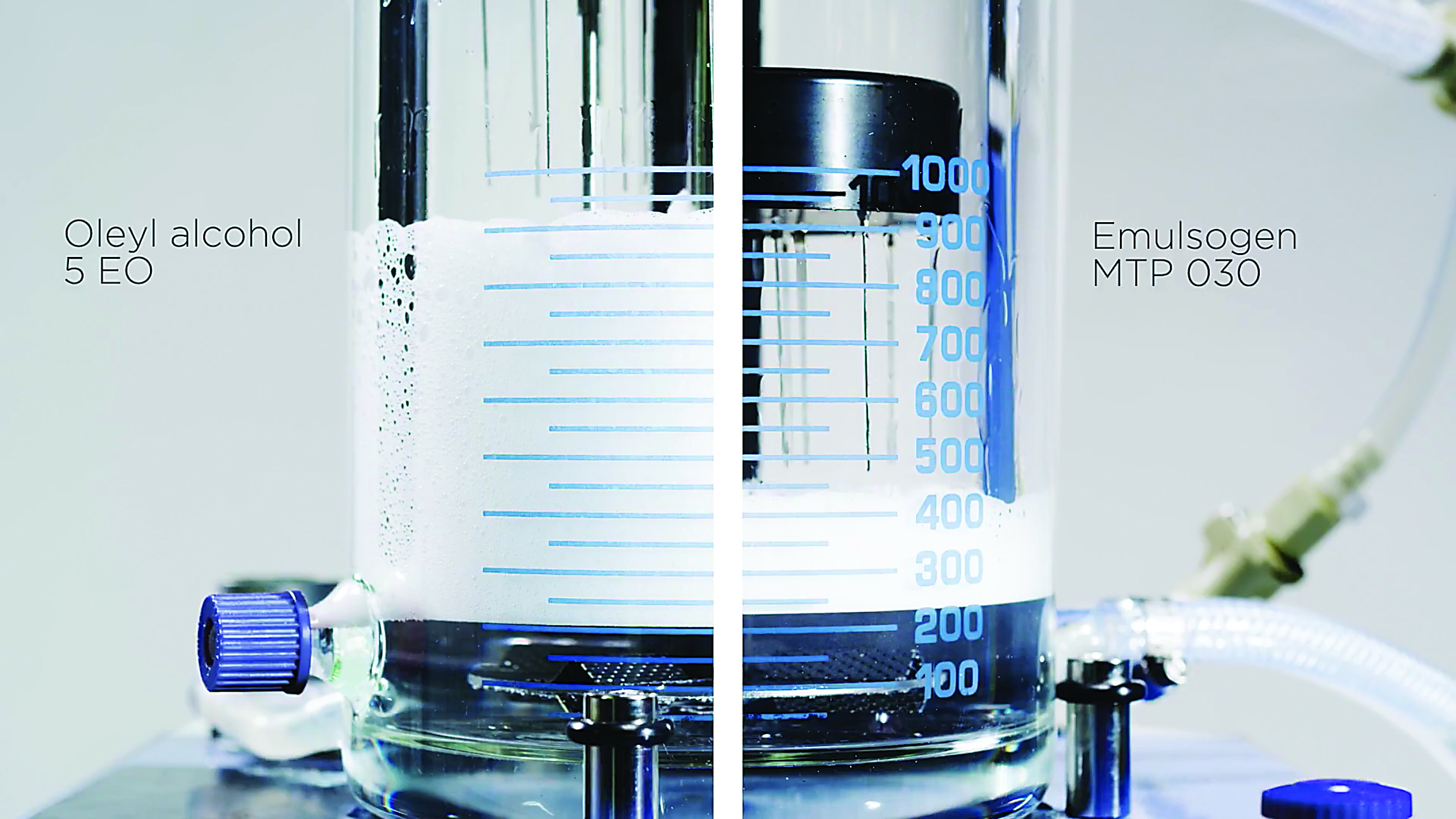
The Emulsogen MTP line of multifunctional additives enables formulators to select the right product for each requirement. Image courtes of Clariant
Foam becomes problematic when it thickens and has the consistency of shaving cream. This type of foam builds up until it overflows from a coolant sump onto a floor.
“You have a safety hazard where people can slip,” Fecher said. “Not to mention you then have a very expensive floor cleaner.”
He helps customers select or formulate the most appropriate MWF for an application and solve problems, such as excessive foaming. Blaser Swisslube introduced Synergy 735, a clear, environmentally friendly coolant that works even in challenging high-pressure applications where pressure can reach 138 bar (2,000 psi).
“Investigating foaming problems can be a challenge,” Fecher said. “The hardest and most rewarding part of the detective part of the job is solving a problem when there are so many variables. Often, one solution doesn’t fit all the situations, although intuitively it may seem like it does.”
Another coolant specialist is James Stephens, business line manager for industrial lubricants at Clariant Corp., Charlotte, North Carolina. Clariant supplies additives, and its main customers are formulators. The company has a line of Emulsogen MTP low-foaming emulsifiers. MWFs typically either can have an effective emulsifier or be a low-foaming product, but Clariant has developed chemistry in the Emulsogen MTP line that allows the company to vary the emulsification — that is, the hydrophilic-lipophilic balance value. The line began with MTP 070 and ranges from 020 to 090. The lower the hydrophilic-lipophilic balance value is, the lower the emulsification and foam formation are. A higher value means more foam but better emulsification.
He said additional foaming challenges occur as manufacturers focus on increasing efficiency and production speeds. Increased speeds increase agitation, and that motion creates foam. A high-volume system can operate at 757 L/min. (200 gpm), turning over a 379-L (100-gal.) sump in 30 seconds.
“With all this moving, shaking and spraying,” Stephens said, “excessive foam is almost guaranteed,”
To help customers select the appropriate MWF, suppliers often have to investigate the complete production process from equipment to water treatment.
“We look at the entire operation, the material being machined, the types of machines in use, the water quality when working with water-miscible products and what the customer is looking for,” Fecher said, “because there (are) always trade-offs in trying to select the right products for a location.”
An additional leader in the MWF field is Houston-based Total Specialties USA Inc., which developed an online service to help this decision-making process.
“We have a product application optimizer that anyone can access through our website,” said Metalworking Manager Rob Tomlinson. “This self-service portal will help you select the right product to meet your metal removal needs and give you one or two specialized products to choose from.”
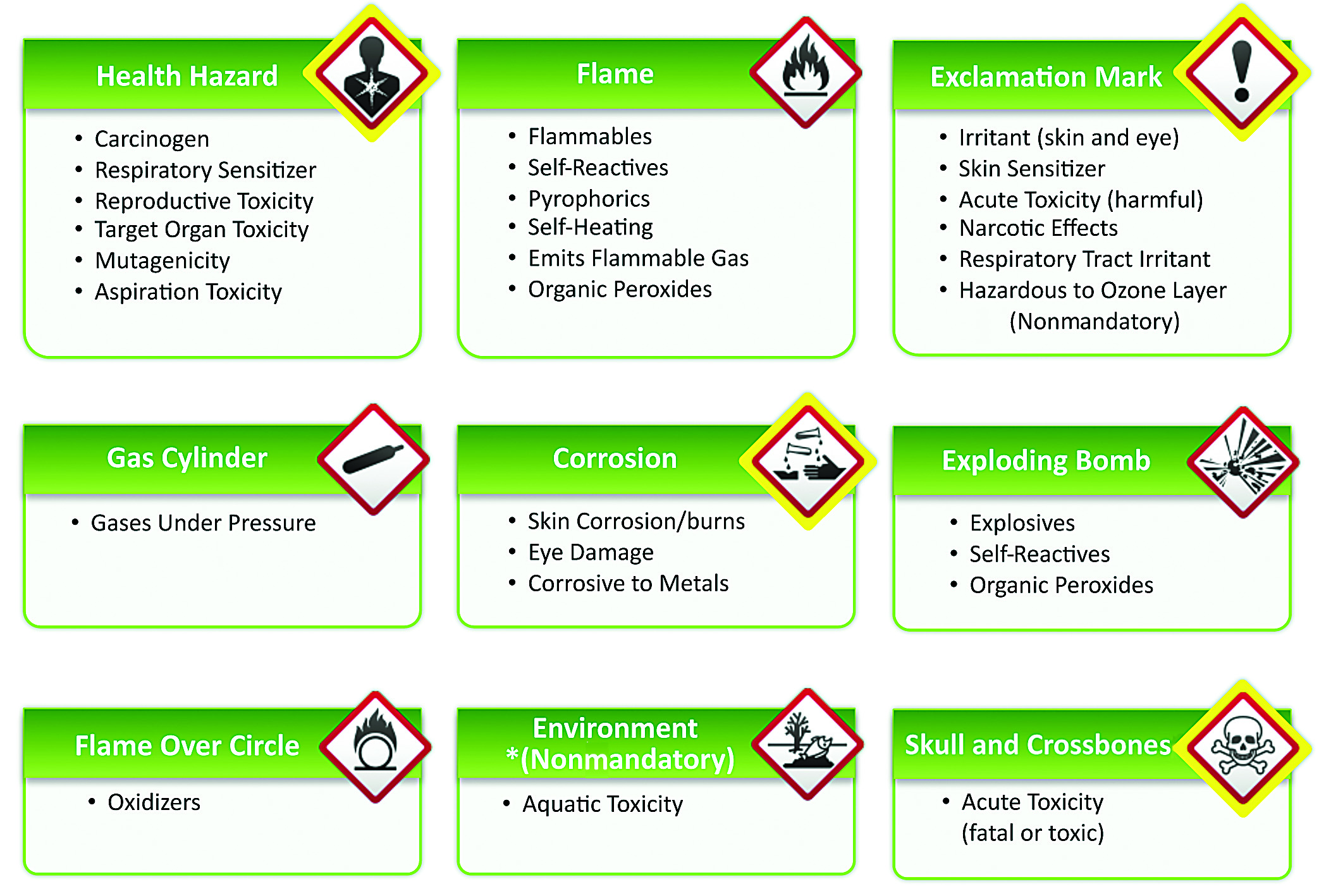
This pictogram shows different hazards that workers may face, such as skin and eye irritation. MWF suppliers continue to develop products that overcome these hazards. Image courtesy of Occupational Safety and Health Administration
Potential Issues
The list of potential reasons for foaming is long. A few possible causes outlined by the Occupational Safety and Health Administration in Metalworking Fluids: Safety and Health Best Practices Manual include soft water, fluids that are too highly concentrated and those contaminated by cleaners. In addition, there might be an imbalance in the fluid surfactants, or the company could have an undersized coolant system, excessive flow rates or fluid that doesn’t rest long enough to allow air to escape. Also, the level of cutting fluid in the reservoir may be low, causing air to be drawn into the pump.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



