Cracking the code: Determining when complex turning and multitasking are the right solutions
While the basic CNC lathe is still a standby in many machine shops, new technology has vastly expanded turning capabilities. For example, live tooling and multiple turrets turn a basic lathe into a multitasking productivity center.
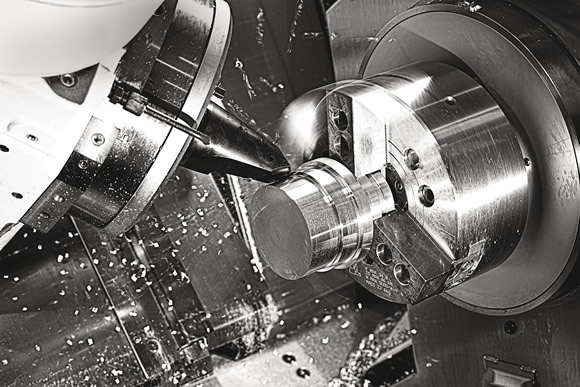
Courtesy of Okuma America
Turning a part with a Capto-equipped MULTUS B300II from Okuma. With up to 60-tools available in the magazine, 15-hp milling and B, Y and C axes, complex parts can be setup quickly and machined in one step.
While the basic CNC lathe is still a standby in many machine shops, new technology has vastly expanded turning capabilities. For example, live tooling and multiple turrets turn a basic lathe into a multitasking productivity center. When equipped with a large automatic toolchanger, these machines can hold tools for dozens of jobs, reduce setup time, and turn, mill, drill and finish parts in a single setup.
Dual-spindle turning centers can turn both ends of a part in a single setup to minimize operator handling, increase throughput and reduce work-in-process. The opposed spindles support synchronized turning and pass off parts on the fly, reducing overall cycle time. Such machines allow for the creation of more complex parts, and do so more efficiently. But questions like when are such machines needed, what kinds of parts can they produce and how do you justify the increased cost of a “supermachine” should all be taken into consideration before signing on the dotted line.
Can’t Touch This
Eliminating as many operations as possible is the most important consideration for shops looking at a new machine tool, according to Courtney Ortner, chief marketing officer for Lorain, Ohio-based Absolute Machine Tools Inc. “This is why multitasking machines can be so profitable,” she said. “Parts are often ‘done in one,’ eliminating work-in-process and improving quality.”
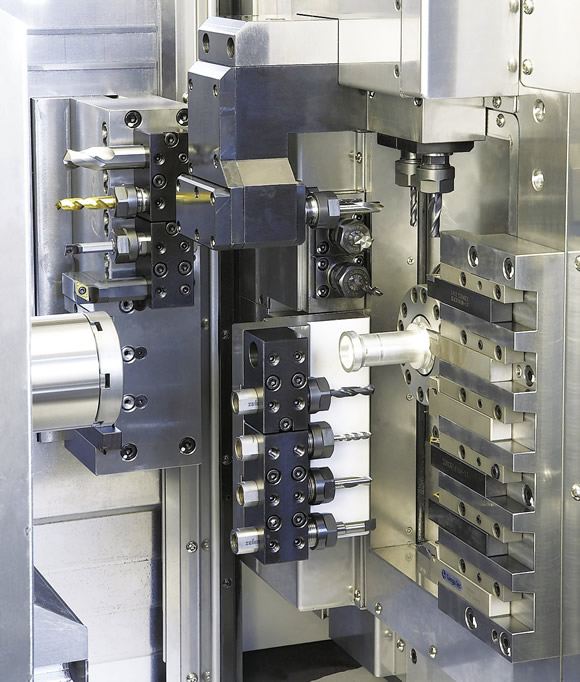
The Nexturn CNC Turning Center features a tooling layout that minimizes noncutting time while offering expanded part capability with a single setup.
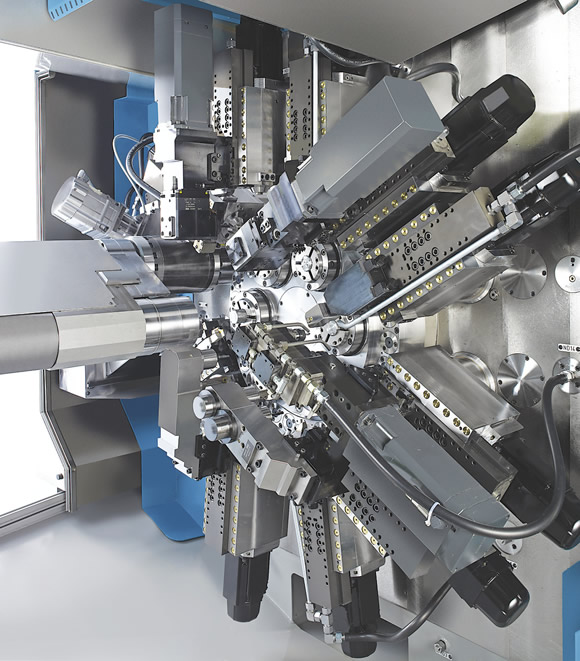
Courtesy of INDEX
The Index MS52C offers C-axis capability and 12 independent CNC slides, making it appropriate for high-volume, complex machining.
Ortner argued that turn/mill and other multitask machines reduce setup and fixturing costs while improving employee utilization compared to single-task machines. That’s because with multiple operations, operators do non-value-added tasks, such as part handling, which removes them from the equipment they are supposed to be monitoring and increases downtime. “An idle spindle is no different than going to the front door and throwing money into the wind,” she said. “Because more machining is done per cycle, multitask machines maintain a higher percentage of spindle uptime.”
Every shop owner knows the importance of keeping spindles turning, but it’s tough to justify spending half a million bucks or more on a turn/mill machine in the name of “saving money.” Many shop owners would argue that for the same price they can have a dedicated work cell. Their logic is sound—a team of plow horses is surely better for tilling a field than an expensive thoroughbred: If one of those old nags goes lame, the rest can carry the load, but if your high-priced racehorse breaks a leg, the field isn’t tilled.
David Fischer, product specialist for Okuma America Corp., Charlotte, N.C., cautioned that it’s not that simple, and end users must look at the overall picture. “Multitasking machines aren’t a cure-all, but neither is the attitude of ‘that’s the way we’ve always done it, so it must be right.'” Fischer agreed that users can certainly buy more spindles going the conventional route, but they must tool those machine tools and fixture them for each operation.
“I don’t care how many spindles you buy,” Fischer said. “What counts is how many parts you ship each day.” Consider a typical part with a couple of turning operations, some milling and maybe some drilling and tapping. Going the conventional route, after completing the first operation, the parts sit until the job running on the next machine is done. Multiplying this waiting game by the number of part operations equals a lot of unfinished parts.
WIP it Good
With a multitask machine, however, raw material is loaded and out comes a shippable product. Depending on the machine, machining time might be just as long as the sum of the “conventional” operations, but the primary goal of a multitask machine isn’t better cycle time—it’s to get the parts done in a single setup. And, because a multitask machine runs a complete part with every cycle, the time between part load/unload is longer.
As sales director for Hoffman Estates, Ill.-based DMG Mori Seiki USA Inc.’s turning division, it’s clear to Roberto Nicoli that parts manufacturers must implement more advanced technology. “Manufacturers must reduce the cost of manpower to stay competitive. By bringing multiple operations into a single piece of equipment, they can simplify the manufacturing process.”
Labor reduction or not, none of this brings would-be multitask machine owners any closer to the decision about which machine gets them to the productivity finish line. Choosing the right machine for complex parts requires disciplined decision-making. “Choosing any multitasking machine is complex,” Nicoli explained. “It requires teamwork between the customer, the dealer and the machine tool builder.”
Shop needs typically revolve around part complexity, size and quantity. Make a series of long, complex parts in high volumes and a Swiss-style machine might be in order. A variety of parts in small lot sizes typically calls for a twin-spindle machine with a toolchanger. High-volume jobs where cycle time is critical warrant multiple turrets to get more tools in the cut at the same time. And the complex, free-form surfaces seen in turbine blades and orthopedic components require B, C and Y axes, as well as a control and software that can drive complex toolpaths.
All this sounds great, but many shops struggle to set up and program “simple” 2-axis lathes. How does a machine with two spindles, three turrets, live tooling and a tool carousel hanging off the back simplify anything?
No More Headaches
Multitasking machines present more crash potential than a stock car race. Most are equipped with tool-life management software, quick-change tooling, collision avoidance and complex on-board programming routines, so new users may be faced with the mother of all learning curves.
Most machine tool builders offer a bewildering number of configurations. With multiple X, Y, Z, B, C and R axes, upper and lower turret options, live tools with toolchangers, pallet changers and the ability to grind, hob and broach in a single machine, the only limit is a shop’s credit line. Buy too little machine and you won’t produce parts any faster; buy too much and you’ve just wasted a lot of money for the jobs you already have.
Multitask machines take a lot more planning than commodity machines, not only during the purchasing process, but after installation. “Before you buy one of these machines, you need to look at your internal processes,” said Rich Parenteau, director of application development at Methods Machine Tools Inc., Sudbury, Mass. “You can spend a ton of money on your equipment, but if your guys are taking 15 minutes to find a ¼ ” endmill, you’ll never get a dime back on that investment.”
This might be said for any machine tool, but when you have one that costs three to five times as much as a commodity machine, you want to squeeze it for all it’s worth. Parenteau advocates hiring dedicated organizers who focus on prep work.
“Multitasking machines offer upwards of 90 percent efficiency,” Parenteau said, “making it easy to justify one person to manage the internal process organization needed for a group of machines: Prep the tool wagon, preset the tools, ready the raw material. Everything is labeled and ready to go. All the operator has to do is change whatever tools aren’t resident in the machine, swap the jaws and hit cycle start.”
OK, but what about the program? Creating code for multiple operations and dozens of tools is daunting enough, but then you need to marry those toolpaths into an end-to-end process that takes full advantage of the multitask machine. Fortunately, machine tool suppliers are augmenting and, in some cases, replacing CAD/CAM systems with control-resident software capable of managing a multitask machine’s many moving parts.
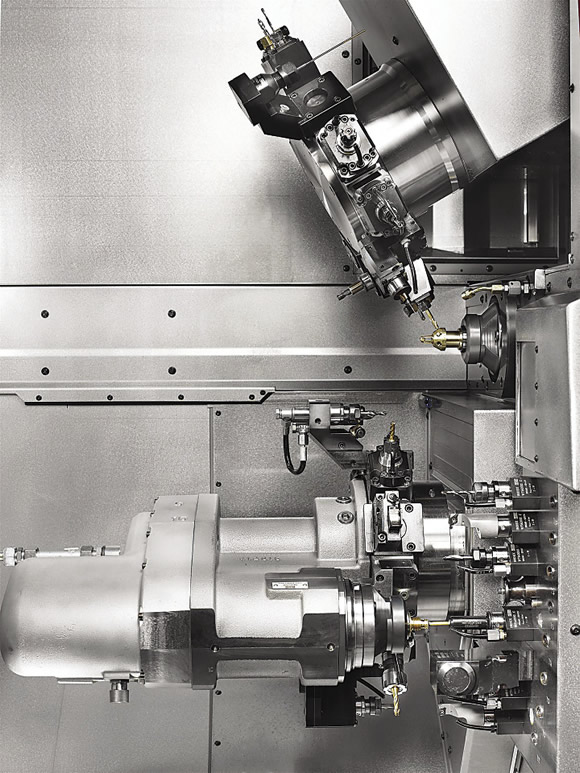
Courtesy of INDEX
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion